den foregående artikel i denne serie behandlede metoder til rullning og bøjning af plader og sektioner af skibsbygningsprocessen. Vi havde derefter et overblik over, hvordan underenheder, samlinger fremstilles i præfabrikationsbutikken. Disse svejses derefter for at danne enheder, der er rejst i henhold til en forud bestemt svejsesekvens.
når alle enheder eller blokke er rejst, er de klar til at blive svejset i henhold til en forudbestemt rækkefølge, for at hele skibet skal opføres. Vi tager et skridt tilbage og starter med at forstå, hvordan et skib er opdelt i blokke, som vist i Figur 1.
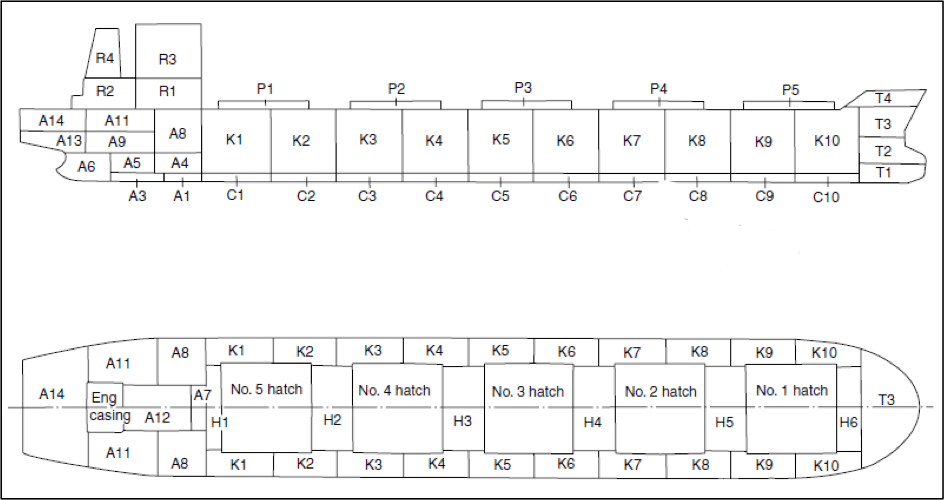
Figur 1: opdeling af en bulkbærer i blokke
ovenstående figur viser opdelingen af en bulkbærer i blokke. Det er vigtigt at forstå, at en blok muligvis ikke har fuld bredde på skibet, og størrelsen på en blok afhænger af kapaciteten og blodbadfaciliteterne på værftet.
under skibsbygningsprocessen bringes hver skibsblok til bygningsdokken, hvor de opføres med kraner i henhold til svejsesekvensen. Efter hver erektion udføres svejsning på blokled. Justering af blokke er en meget vigtig faktor, der bestemmer værftets produktivitet, og der træffes kvalitetssikringsforanstaltninger for at sikre korrekt justering. Forbedringer i justeringen er foretaget ved brug af korrekte jigs til buede skalpaneler, korrekte svejseteknikker, der har lavere varmeindgang, og ved brug af laserjusteringsværktøjer.
en skibsbygningsplads er en dock-lignende struktur med gulvniveau under det gennemsnitlige havniveau. Når alle blokke er rejst og svejset, oversvømmes dokken derefter, og skibet flyder ud til anløbsbroen. Imidlertid er mange skibsværfter, hvor gulvniveauet i bygningsdokken ligger over det gennemsnitlige havniveau, skibet lavet vandbåret ved hjælp af specialiserede lanceringsteknikker, som vi vil diskutere senere i artiklen.
i nogle skibsværfter udføres opførelse af blokke i tilfælde af meget store bulkere og tankskibe direkte i flydende tilstand. Dette praktiseres i tilfælde af, at skibets størrelse overstiger bygningens kaj, eller i tilfælde, hvor to halvdele af et skib er bygget i separate køjer og flyder. Derefter trækkes de to sektioner sammen ved hjælp af tackler, og deres justeres til fin præcision ved hjælp af optiske måleinstrumenter. Ved samlingen (for eksempel samlingen mellem K4 og K5 i Figur 1) svejses caissons normalt til begge halvdele. Indledningsvis pumpes caissonerne tørre. Før svejsning af begge halvdele ballasteres sænkekasserne for at opnå det krævede træk for begge halvdele, der skal justeres til lodret svejsning. Da samlingen er ved midtskibet, ballastering af sænkekasserne ville resultere i sagging af skrogbjælken. Så forkanten og den bageste top tanke ballasteres for at udligne virkningerne af sagging. Efter at svejsningen er udført ved leddet, testes den for eventuelle svejsefejl. Denne svejseforbindelse er en af de mest vitale svejsefuger i hele skibet, da den er placeret i nærheden af midtskibet (og midtskibet er det område, der udsættes for maksimalt bøjningsmoment. Se Figur 2).
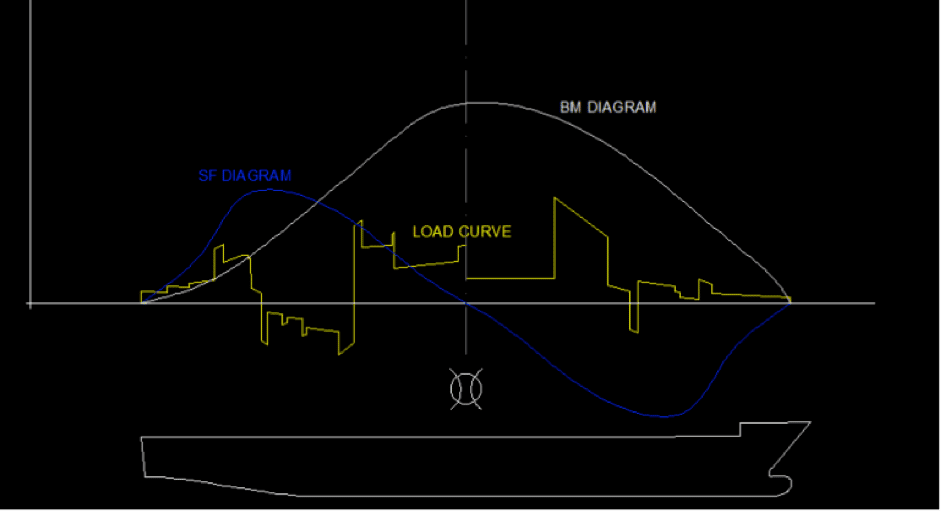
figur 2: bøjningsmoment og Forskydningskraftdiagrammer
lancering
mange store skibsværfter konstruerer nu skibe på bygningsdokker, som derefter oversvømmes, og skibet trækkes ud til tøjbassinet med en slæbebåd. Men de fleste skibsværfter følger stadig den traditionelle proces med at lancere et skib. I dag er lanceringsmetoder blevet sikrere og mere proaktive i tilgang, da computerprogrammer hjælper ingeniørerne med at estimere belastningen på skibet under lanceringen.
når skibet er bygget, tages hele skibets belastning af kølblokkene. Når de er klar til lancering, er de forreste og bageste vugger konstrueret og svejset til skroget. Nu er vægten klar til at blive skiftet fra kølblokkene til vuggerne. Skibet sammen med hele vuggestrukturen er lavet til at glide langs glidebanen til det tilstødende vandlegeme, hvor belastningen er afbalanceret af opdriften, en proces, som vi vil forstå i detaljer lidt senere.
skibet kan lanceres ende på, hæk først (det vil sige skibets hæk er lavet vandbåren før den forreste del) eller sidelæns. Normalt foretrækkes slutstart, da det sikrer bedre belastningsfordeling på glidebanen og holderen. I tilfælde af skibsværfter, hvor omfanget af det tilstødende vandlegeme ikke er tilstrækkeligt til at rumme skibets længde, foretrækkes sidelancering.
skibet er bundet til kysten ved hjælp af trækkæder. Længden af kæderne er så designet, at de er løse før lanceringen, og stram nok efter lanceringen for at begrænse skibet fra at ramme den modsatte bank.
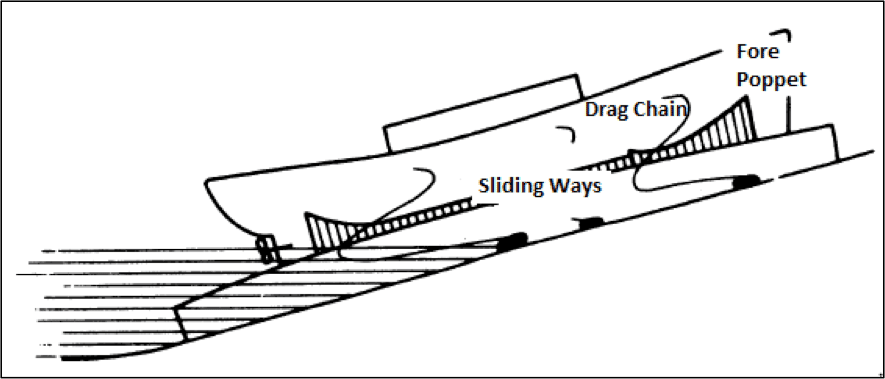
figur 3: slut lancering af et skib
Outfitting
efter lanceringen trækkes skibet til outfit bassinet. Tøjbassinet på et værft er normalt placeret i nærheden af ingeniør-og maskinværkstederne på gården, hvor outfit-genstandene er fremstillet.
som vi diskuterede i tidligere dele, foretrækker større skibsværfter avanceret udstyr, derfor er næsten 95 procent af det samlede udstyrsarbejde afsluttet i selve byggestadiet. De resterende mindre outfit elementer er monteret på outfit bassinet. Imidlertid, i mindre og standard skibsværfter, hvor avanceret udstyr ikke er muligt, komplet udstyr udføres ved udstyrsbassinet.
Søforsøg
når alt Bygge-og udrustningsarbejde er afsluttet, udføres søprøverne af skibsværftsmyndigheden i nærværelse af en udpeget repræsentant for skibets ejer. Nogle tests omfatter hastighed forsøg, drejning cirkel test, Crash stop test, siksak eller Kempf ‘ s Overshoot manøvre, Spiral manøvre, motor forsøg, og agterstavn test.
efter at resultaterne af søprøverne er undersøgt og fundet acceptable af både ejeren og skibsbyggeren (i henhold til specifikationerne nævnt i kontrakten), leveres skibet til klienten. Hvis resultaterne ikke opfylder kravene i henhold til kontrakten, får skibsbyggeren en frist til at foretage de nødvendige ændringer, hvorefter søforsøg udføres igen. Hvis skibet ikke leveres med tilfredsstillende resultater efter udløbet af afdragsfri periode, er skibsbyggeren forpligtet til at betale bøder til ejeren i henhold til kontrakten.
oversigt
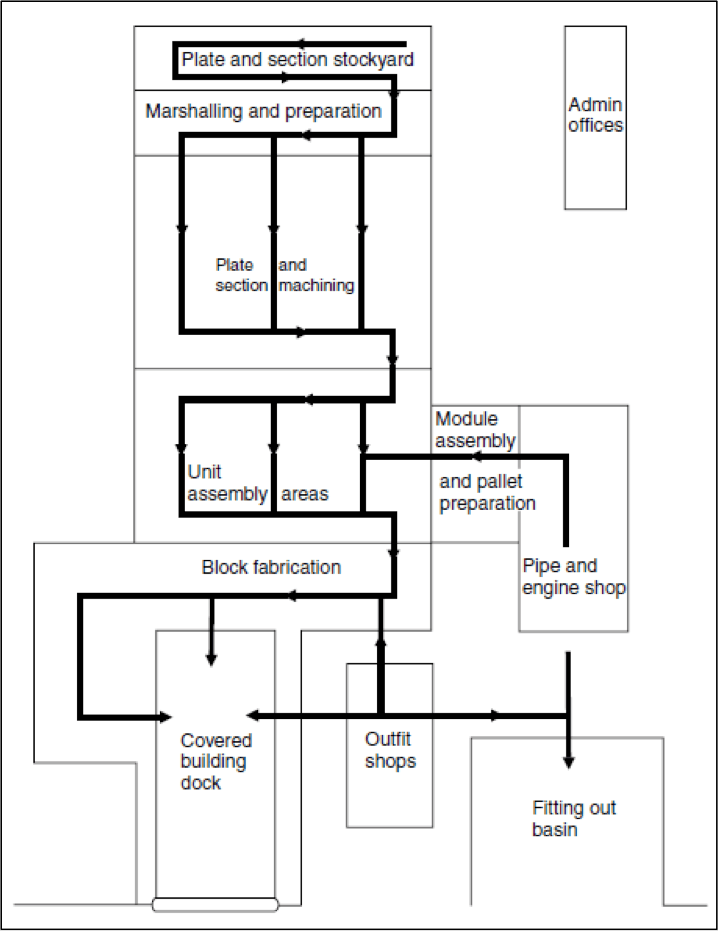
figur 4: Layout af et værft og processtrøm.
Vi begyndte denne serie af artikler med det formål at forstå hele skibsbygningsprocessen og strømmen af materiale fra lageret til slutproduktet. En læser, der er bekendt med de to første dele, ville vide, at vi har taget en anden tilgang til at forstå hele processen. I stedet for først at have et luftfoto af skibsbygningsprocessen, vi diskuterede hver proces i detaljer, i henhold til den rækkefølge, der blev fulgt i branchen. På dette stadium, efter at have forstået detaljeret, om hvert trin i skibsbygningsprocessen, ville det være lettere for læseren nu at have et overblik over processtrømmen i et værft. Det er denne processtrøm, der er den afgørende faktor i layoutet på hvert værft, som vist i figur 3. Se på dette layout, og prøv at forstå hver komponent, deres anvendelse, og prøv at begrunde, hvorfor en bestemt komponent er placeret, hvor den er.
Tags: skib lancering skibsbygning værftet ebook tilbud