tämän sarjan edellisessä artikkelissa käsiteltiin laivanrakennusprosessin levyjen ja osien valssaus-ja taivutusmenetelmiä. Sitten saimme yleiskatsauksen siitä, miten osakokoonpanot, kokoonpanot valmistetaan elementtikaupassa. Nämä hitsataan sitten yksiköiksi, jotka pystytetään ennalta päätetyn hitsaussarjan mukaisesti.
kun kaikki yksiköt tai lohkot on pystytetty, ne ovat valmiita hitsattaviksi ennalta päätetyn sarjan mukaisesti, jotta koko laiva pystytetään. Otamme askeleen taaksepäin ja aloitamme ymmärtämällä, miten alus on jaettu lohkoihin, kuten kuvassa 1 esitetään.
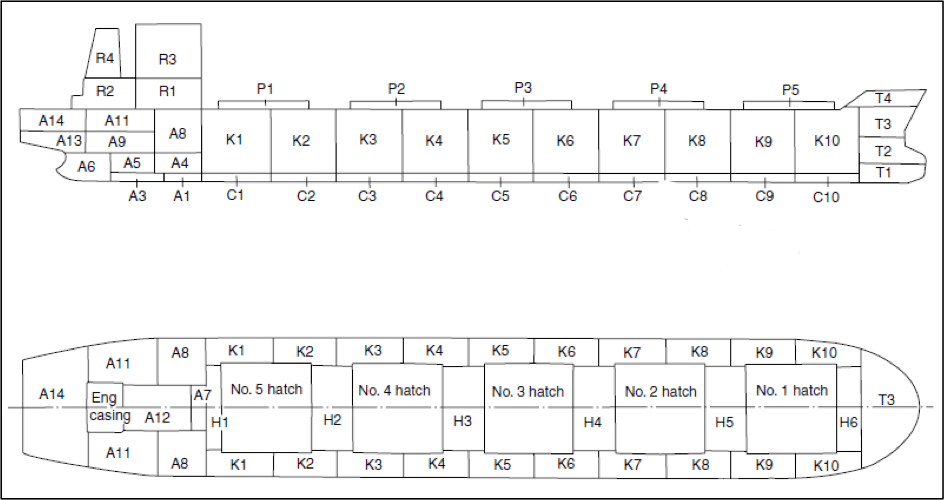
kuva 1: irtolastialuksen jakaminen lohkoihin
yllä olevassa kuvassa näkyy irtolastialuksen jako lohkoihin. On tärkeää ymmärtää, että lohko ei välttämättä ole laivan koko leveys, ja lohkon koko riippuu kapasiteetista ja telakan verilöylytiloista.
laivanrakennusprosessin aikana jokainen laivalohkare tuodaan rakennustelakalle, jonne ne pystytetään nosturein hitsausjakson mukaisesti. Jokaisen pystytyksen jälkeen hitsaus suoritetaan lohkoliitoksille. Lohkojen yhdenmukaistaminen on erittäin tärkeä telakan tuottavuutta määrittävä tekijä, ja laadunvarmistustoimenpiteet toteutetaan asianmukaisen yhdenmukaistamisen varmistamiseksi. Parannuksia kohdistus on tehty käyttämällä asianmukaista jigit kaareva kuori paneelit, oikea hitsaus tekniikoita, joilla on pienempi lämpöteho, ja käyttämällä laser kohdistus työkaluja.
laivanrakennuslaituri on laiturimainen rakennelma, jonka lattiataso on merenpinnan keskitason alapuolella. Kun kaikki palikat on pystytetty ja hitsattu, laituri täyttyy vedellä ja laiva kelluu varustelulaiturille. Kuitenkin monilla telakoilla, joissa rakennustelakan lattian taso on keskimääräistä merenpinnan yläpuolella, laiva on tehty vesiliikenteeseen käyttämällä erikoistuneita vesillelaskutekniikoita, joita käsittelemme myöhemmin artikkelissa.
joillakin telakoilla lohkojen pystytys, jos kyseessä on erittäin suuri laipio ja säiliöalus, suoritetaan suoraan pinnalla. Näin toimitaan, jos aluksen koko ylittää rakennuksen laiturikapasiteetin tai jos aluksen kaksi puolikasta on rakennettu erillisiin laituripaikkoihin ja ne kelluvat. Sitten kaksi osaa vedetään yhteen tarttumalla, ja ne kohdistetaan hienoon tarkkuuteen optisten mittauslaitteiden avulla. Yleensä liitoksessa (esimerkiksi K4: n ja K5: n liitoksessa kuvassa 1) caissonit hitsataan molempiin puolikkaisiin. Aluksi caissonit pumpataan kuiviksi. Ennen molempien puolikkaiden hitsausta caissonit viritetään siten, että saavutetaan tarvittava vedos, jotta molemmat puoliskot voidaan kohdistaa pystysuuntaista hitsausta varten. Koska liitos on keskilaivassa, caissonien painallus johtaisi rungon palkin notkoutumiseen. Etu-ja takahuippu on siis painolastattu notkon vaikutusten kompensoimiseksi. Kun hitsaus suoritetaan liitoksessa, se testataan Röntgentestillä hitsausvirheiden varalta. Tämä hitsausliitos on yksi koko aluksen tärkeimmistä hitsausliitoksista, sillä se sijaitsee keskilaivan läheisyydessä (ja keskilaiva on alue, johon kohdistuu suurin taivutusmomentti. KS. Kuva 2).
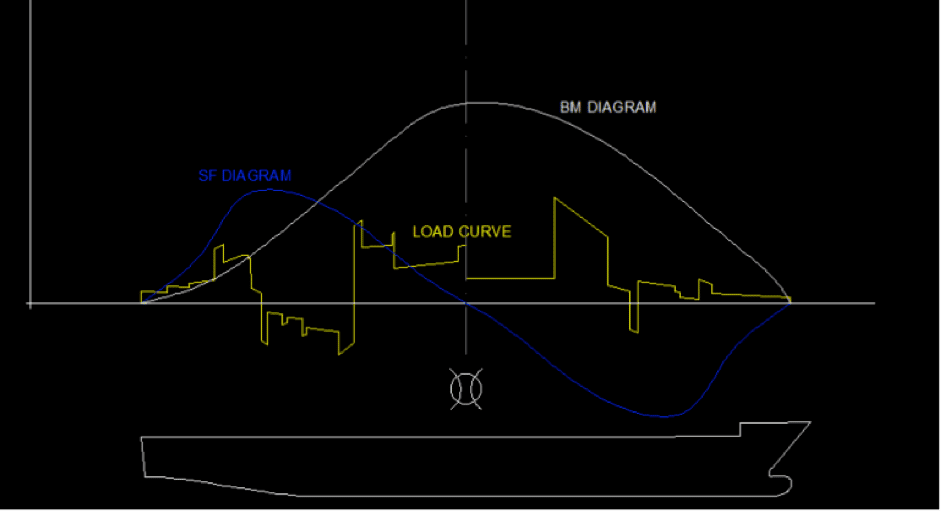
kuva 2: taivutusmomentti-ja Leikkausvoimakaaviot
vesillelasku
monet isot telakat rakentavat nykyään laivoja rakennuslaitureille, jotka sitten tulvivat, ja alus hinaajalla hinataan outfit-altaaseen. Useimmat telakat noudattavat kuitenkin yhä perinteistä laivan vesillelaskuprosessia. Nykyään laukaisumenetelmät ovat muuttuneet turvallisemmiksi ja ennakoivammiksi lähestyttäessä, kun tietokoneohjelmat auttavat insinöörejä arvioimaan aluksen kuormaa laukaisun aikana.
aluksen valmistuessa kölilohkot vievät aluksen koko lastin. Kun laukaisuvalmius on valmis, keulan ja perän keulat rakennetaan ja hitsataan runkoon kiinni. Nyt paino on valmis siirrettäväksi kölilohkoista kehtoihin. Laiva ja koko kehtorakenne saadaan liukumaan liukutietä pitkin viereiseen vesistöön, jossa kuormaa tasapainottaa kelluvuus, jonka ymmärrämme yksityiskohtaisesti hieman myöhemmin.
alus voidaan laskea vesille pää edellä, perä ensin (eli laivan perä tehdään vesikiertoiseksi ennen keulaosaa) tai sivuttain. Yleensä end launching on edullinen, koska se takaa paremman kuorman jakautumisen liukuportaassa ja kehdossa. Telakoilla, joissa viereisen vesialueen laajuus ei riitä aluksen pituuteen, suositellaan sivulaskeutumista.
laiva on sidottu rantaan raahausketjujen avulla. Ketjujen pituus on suunniteltu siten, että ne ovat löysät ennen laukaisua ja kireät tarpeeksi laukaisun jälkeen, jotta alus ei osu vastakkaiselle rannalle.
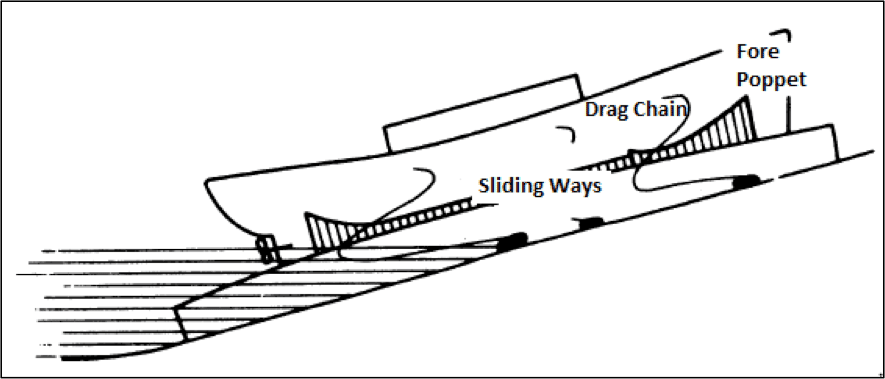
kuva 3: aluksen vesillelasku
varustelu
vesillelaskun jälkeen alus hinataan porttoaltaaseen. Telakan pukuallas sijaitsee yleensä telakan konepajan ja konepajan läheisyydessä, jossa vaateesineet valmistetaan.
kuten aiemmissa osissa puhuttiin, suuremmat telakat suosivat pitkälle kehitettyä varustelua, joten lähes 95 prosenttia koko varustelutyöstä tehdään itse rakennusvaiheessa. Loput vähäiset asukokonaisuudet on asennettu asukokonaisuuteen. Pienemmillä ja vakiotelakoilla, joilla kehittynyt varustelu ei ole mahdollista, varustelu suoritetaan kuitenkin kokonaan outfit-altaalla.
Merikokeet
kun kaikki rakennus-ja varustelutyöt on saatu päätökseen, merikokeet suorittaa telakkaviranomainen aluksen omistajan nimetyn edustajan läsnä ollessa. Joitakin testejä ovat Nopeuskokeet, kääntöympyrä testi, Crash stop testi, siksak tai Kempf ’ s Overshoot manööver, Spiral Manööver, Moottorikokeet, ja Peränopeus testi.
kun sekä omistaja että laivanrakentaja ovat tutkineet merikokeiden tulokset ja todenneet ne hyväksyttäviksi (sopimuksessa mainittujen erittelyjen mukaisesti), laiva toimitetaan asiakkaalle. Jos tulokset eivät täytä sopimuksen mukaisia vaatimuksia, laivanrakentajalle annetaan lisäaika tarvittavien muutosten tekemiseen, minkä jälkeen merikokeet suoritetaan uudelleen. Jos alusta ei toimiteta tyydyttävin tuloksin lyhennysvapaan määräajan päätyttyä, laivanrakentajan on maksettava omistajalle sopimuksen mukaiset seuraamukset.
yleiskatsaus
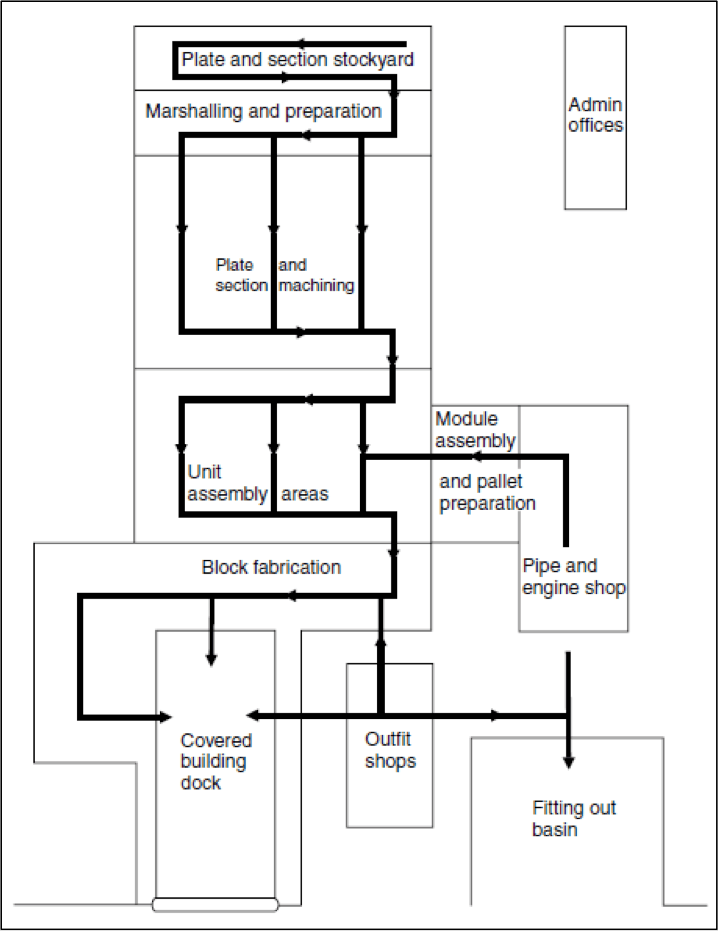
kuva 4: telakan asettelu ja prosessivirta.
aloitimme tämän juttusarjan tarkoituksenamme ymmärtää koko laivanrakennusprosessia ja materiaalivirtaa telakalta lopputuotteeseen. Kahteen ensimmäiseen osaan perehtynyt lukija tietäisi, että olemme omaksuneet erilaisen lähestymistavan koko prosessin ymmärtämisessä. Sen sijaan, että meillä olisi ensin ilmakuva laivanrakennusprosessista, keskustelimme jokaisesta prosessista yksityiskohtaisesti, kuten teollisuudessa noudatetussa järjestyksessä. Kun lukija on tässä vaiheessa ymmärtänyt yksityiskohtaisesti laivanrakennusprosessin jokaisen vaiheen, hänen olisi nyt helpompi saada yleiskuva telakan prosessivirrasta. Juuri tämä prosessivirta on ratkaiseva tekijä jokaisen telakan suunnittelussa, kuten kuvassa 3 esitetään. Tutustu tähän asetteluun ja yritä ymmärtää kunkin komponentin, niiden käyttö, ja yrittää perustella, miksi tietty komponentti sijaitsee missä se on.
Tags: ship launch Shipbuilding Yard ebook Offer