den forrige artikkelen i denne serien behandlet metoder for rulling og bøying av plater og deler av skipsbygging prosessen. Vi hadde da en oversikt over hvordan undermonteringer, forsamlinger er produsert i prefabrikasjonsbutikken. Disse sveises deretter til enheter, som er reist i henhold til en forhåndsbestemt sveisesekvens.
Når alle enhetene eller blokkene er reist, er de klare til å sveises i henhold til en forhåndsbestemt sekvens, for hele skipet å bli reist. Vi tar et skritt tilbake og begynner med å forstå hvordan et skip er delt inn i blokker, som vist I Figur 1.
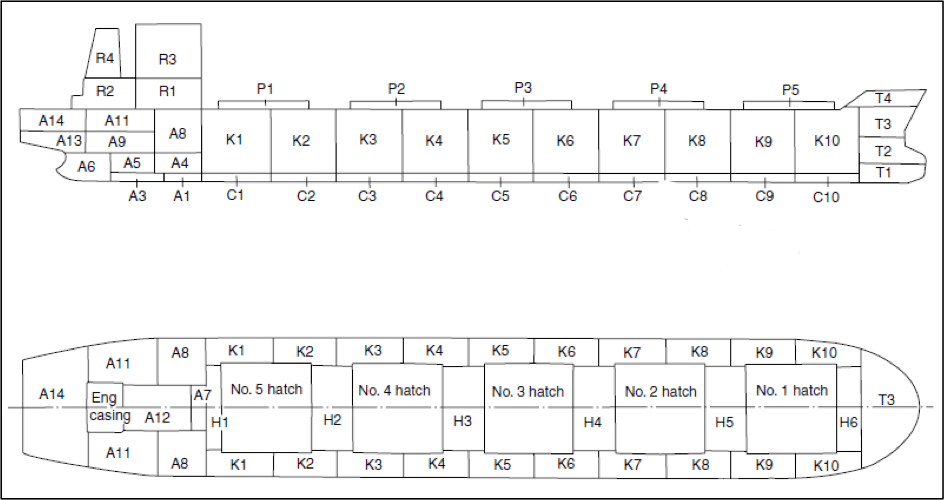
Figur 1: Deling av en bulkbærer i blokker
figuren ovenfor viser delingen av en bulkbærer i blokker. Det er viktig å forstå at en blokk kanskje ikke har full bredde på skipet, og størrelsen på en blokk avhenger av kapasiteten og blodbadet i verftet.
under skipsbyggingsprosessen blir hver skipsblokk brakt til byggeplassen, hvor de er reist med kraner, i henhold til sveisesekvensen. Etter hver ereksjon utføres sveising på blokkfuger. Justering av blokker er en svært viktig faktor som bestemmer produktiviteten til verftet, og kvalitetssikringstiltak er truffet for å sikre riktig justering. Forbedringer i justering er gjort ved bruk av riktig jigs for buede skallpaneler, riktig sveiseteknikker som har lavere varmetilførsel, og ved bruk av laser justering verktøy.
en skipsbyggingskøye er en dokklignende struktur med gulvnivå under gjennomsnittlig havnivå. Når alle blokkene er reist og sveiset, blir kaien oversvømmet og skipet fløt ut til utrustningen. Men mange verft der nivået på gulv i bygningen dock er over gjennomsnittet havnivå, skipet er laget vannbåren ved hjelp av spesialiserte lansere teknikker, som vi vil diskutere senere i artikkelen.
i noen verft oppføring av blokker, i tilfelle av svært store bulkers og tankskip, utføres direkte i flytende tilstand. Dette praktiseres i tilfelle skipets størrelse overstiger kapasiteten til bygningskøye eller i tilfeller der to halvdeler av et skip er bygget på separate køyer,og er fløt. Deretter trekkes de to seksjonene sammen ved hjelp av takler, og deres justeres til fin presisjon ved hjelp av optiske måleinstrumenter. Vanligvis ved skjøten (for eksempel skjøten Mellom K4 Og K5 I Figur 1) sveises caissons til begge halvdelene. I utgangspunktet pumpes caissons tørr. Før sveising av begge halvdelene ballastes caissons for å oppnå det nødvendige utkastet for begge halvdelene som skal justeres for vertikal sveising. Siden skjøten er på midtskipet, ballasting caissons ville resultere i sagging av skroget bjelke. Så for-topp – og akter-topptankene ballastes for å kompensere for effekten av sagging. Etter at sveisingen er utført ved skjøten, blir Den røntgenprøvd for eventuelle sveisefeil. Denne sveisekoblingen er en av de mest vitale sveisekoblingene i hele skipet, da den ligger i nærheten av midtskipet (og midtskipet er regionen utsatt for maksimalt bøyemoment. Se Figur 2).
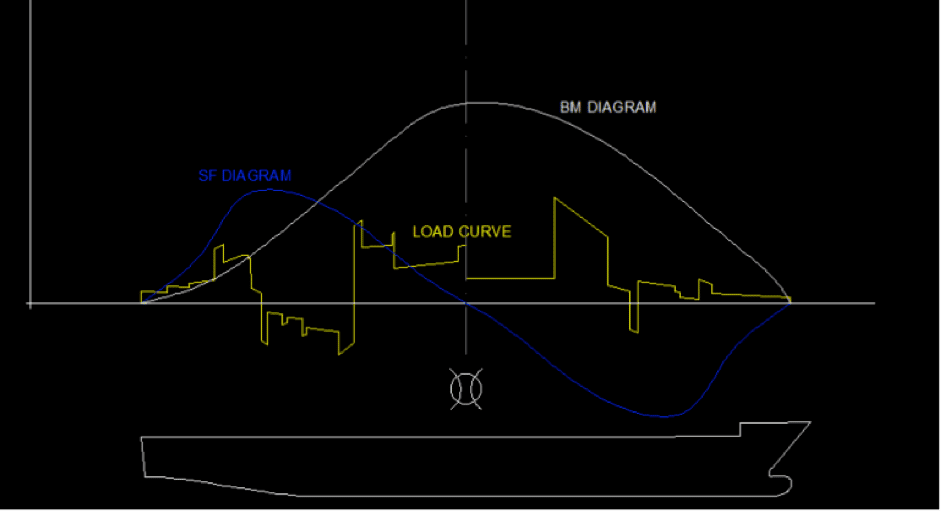
Figur 2: Bøyemoment Og Skjærkraftdiagrammer
Lansering
Mange store skipsverft konstruerer nå skip på byggebrygger, som deretter oversvømmes, og skipet slepes ut til antrekksbassenget med en slepebåt. Men de fleste verft fortsatt følge den tradisjonelle prosessen med å lansere et skip. I dag har lanseringsmetoder blitt sikrere og mer proaktive i tilnærming, da dataprogrammer hjelper ingeniører til å estimere lasten på skipet under lanseringen.
når skipet er bygget, blir hele lasten av skipet tatt av kjølblokkene. Når de er klare til lansering, er de fremre og bakre vuggene konstruert og sveiset til skroget. Nå er vekten klar til å bli skiftet fra kjølblokkene til vuggene. Skipet, sammen med hele vuggestrukturen, er laget for å glide langs glidebanen, til tilstøtende vannkropp, hvor lasten balanseres av oppdrift, en prosess som vi vil forstå i detalj litt senere.
skipet kan lanseres på slutten, stern først (det vil si at skipets akter er gjort vannbåren før den fremre delen) eller sidelengs. Vanligvis er sluttstart foretrukket, da det sikrer bedre lastfordeling på slipway og vuggen. Men i tilfelle skipsverft hvor omfanget av det tilstøtende vannet ikke er tilstrekkelig til å imøtekomme skipets lengde, er sideoppstart foretrukket.
skipet er bundet til kysten ved hjelp av dragkjeder. Lengden på kjedene er utformet slik at de er løs før lanseringen, og stram nok etter lanseringen for å begrense skipet fra å treffe motsatt bank.
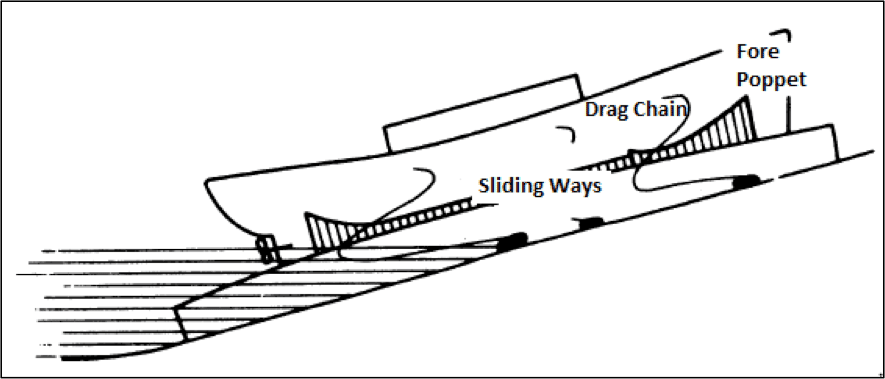
Figur 3: Slutt utsetting av et skip
Utrustning
etter utsetting slepes skipet til outfit-bassenget. Antrekket bassenget av et verft er vanligvis plassert i nærheten av engineering og maskiner verksteder av verftet der antrekket elementer er fabrikkert.som vi diskuterte i tidligere deler, foretrekker større skipsverft avansert utrustning, derfor er nesten 95 prosent av det totale antrekkarbeidet fullført i selve byggetrinnet. De resterende mindre antrekk elementer er montert på antrekket bassenget. Men i mindre og standard skipsverft hvor avansert utrustning ikke er mulig, utføres komplett utrustning på outfit basin.
Sjøforsøk
når alt konstruksjons-og utrustningsarbeidet er fullført, utføres sjøforsøkene av verftsmyndigheten, i nærvær av en utpekt representant for skipets eier. Noen tester inkluderer Speed Trials, Turning circle test, Crash stop test, Zig-zag eller Kempfs Overshoot manøver, Spiral Manøver, Motorforsøk og Astern test.
etter at resultatene av sjøforsøkene er undersøkt og funnet akseptable av både eier og skipsbygger (i henhold til spesifikasjonene nevnt i kontrakten), leveres skipet til oppdragsgiver. Hvis resultatene ikke oppfyller kravene i kontrakten, får skipsbyggeren en frist for å foreta nødvendige endringer, hvoretter sjøprøver utføres igjen. Hvis skipet ikke leveres med tilfredsstillende resultat etter utløpet av gyldighetsperioden, er skipsbyggeren forpliktet til å betale straffer til eieren, i henhold til kontrakten.
Oversikt
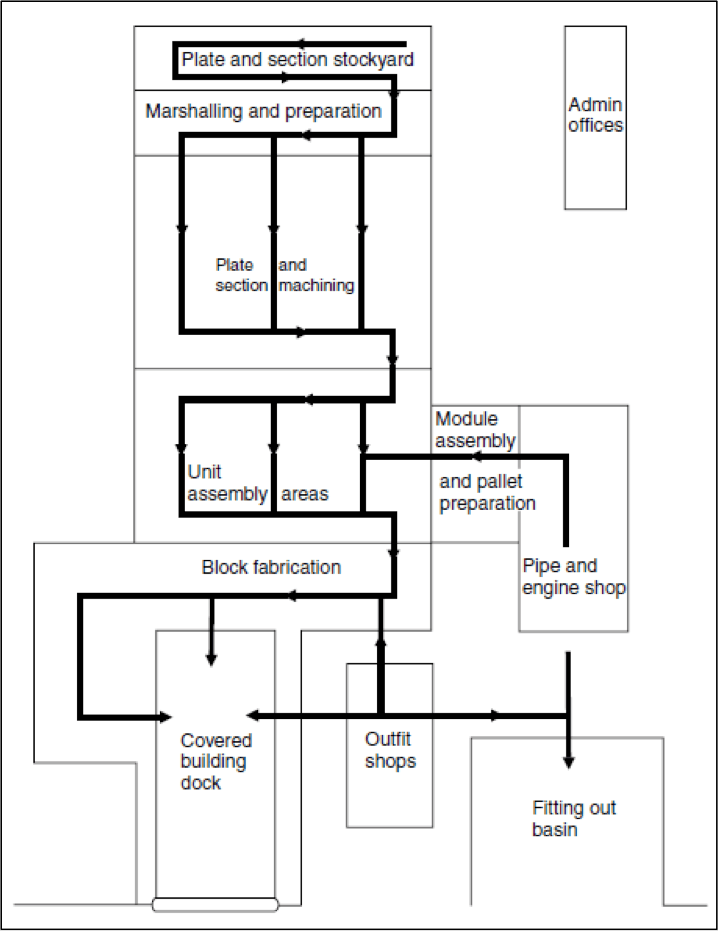
Figur 4: Utforming av et verft og prosessflyt.
vi startet denne artikkelserien med et mål om å forstå hele skipsbyggingsprosessen og materialstrømmen fra lageret til sluttproduktet. En leser kjent med de to første delene ville vite at vi har tatt en annen tilnærming i å forstå hele prosessen. I stedet for først å ha et luftfoto av skipsbyggingsprosessen, diskuterte vi hver prosess i detalj, i henhold til sekvensen som fulgte i bransjen. På dette stadiet, etter å ha forstått i detalj, om hvert trinn i skipsbyggingsprosessen, ville det være lettere for leseren å nå ha oversikt over prosessflyten i et verft. Det er denne prosessflyten som er avgjørende for utformingen av hvert verft, som vist i Figur 3. Ta en titt på dette oppsettet og prøv å forstå hver komponent, deres bruk, og prøv å begrunne hvorfor en bestemt komponent er plassert der den er.
Tags: skip lansering Skipsbygging Verftet ebok Tilbud