den tidigare artikeln i denna serie handlade om metoder för rullning och böjning av plattor och delar av varvsindustrin. Vi hade sedan en översikt över hur underenheter, aggregat tillverkas i prefabriceringsbutiken. Dessa svetsas sedan för att bilda enheter, vilka är uppförda enligt en förutbestämd svetssekvens.
När alla enheter eller block är uppställda är de redo att svetsas enligt en förutbestämd sekvens för att hela fartyget ska uppföras. Vi tar ett steg tillbaka och börjar med att förstå hur ett fartyg är uppdelat i block, som visas i Figur 1.
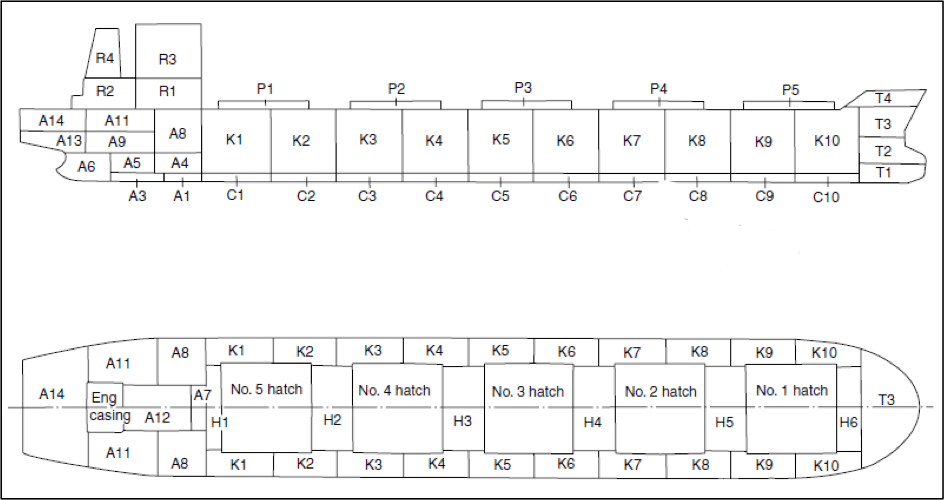
Figur 1: uppdelning av ett bulkfartyg i block
ovanstående figur visar uppdelningen av ett bulkfartyg i block. Det är viktigt att förstå att ett block kanske inte har fartygets fulla bredd, och storleken på ett block beror på kapaciteten och blodbadet på varvet.
under skeppsbyggnadsprocessen förs varje fartygsblock till byggnadsdockan, där de uppförs med kranar, enligt svetssekvensen. Efter varje erektion utförs svetsning på blockfogar. Anpassning av block är en mycket viktig faktor som bestämmer varvets produktivitet, och kvalitetssäkringsåtgärder vidtas för att säkerställa korrekt anpassning. Förbättringar i anpassningen har gjorts genom användning av lämpliga jiggar för böjda skalpaneler, korrekta svetstekniker som har lägre värmeingång och genom användning av laserjusteringsverktyg.
en skeppsbåt är en dockliknande struktur med golvnivå under den genomsnittliga havsnivån. När alla block är uppställda och svetsade översvämmas bryggan och fartyget flyter ut till utrustningsbryggan. Men många varv där golvnivån i byggnadsdockan ligger över den genomsnittliga havsnivån görs fartyget vattenburet med hjälp av specialiserade sjösättningstekniker, som vi kommer att diskutera senare i artikeln.
i vissa varv utförs uppförande av block, vid mycket stora bulkare och tankfartyg, direkt i flytande tillstånd. Detta tillämpas om fartygets storlek överstiger kapaciteten på byggplatsen eller i fall där två halvor av ett fartyg byggs i separata kajplatser och är flytande. Sedan dras de två sektionerna ihop med tacklar och anpassas till fin precision med hjälp av optiska mätanordningar. Vanligtvis vid fogen (till exempel fogen mellan K4 och K5 i Figur 1) svetsas caissons till båda halvorna. Ursprungligen pumpas caissonerna torra. Före svetsning av båda halvorna ballasas kassunerna för att uppnå det erforderliga utkastet för båda halvorna som ska justeras för vertikal svetsning. Eftersom fogen är vid midskeppet, skulle ballastning av caissons resultera i att skrovbalken sänks. Så de främre och bakre topptankarna ballasteras för att kompensera effekterna av sagging. Efter svetsningen utförs vid fogen, är det röntgen testas för eventuella svetsdefekter. Denna svetsfog är en av de viktigaste svetsfogarna i hela fartyget, eftersom den ligger i närheten av midship (och midship är regionen utsatt för maximalt böjmoment. Se Figur 2).
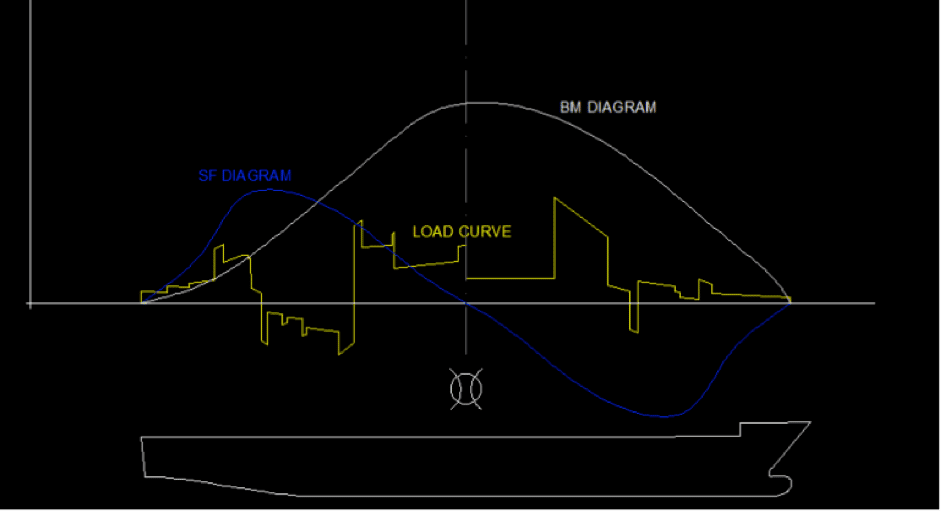
Figur 2: böjmoment och Skjuvkraftdiagram
lansering
många stora varv konstruerar nu fartyg på byggnadsdockor, som sedan översvämmas, och fartyget bogseras ut till utrustningsbassängen med en bogserbåt. Men de flesta varv följer fortfarande den traditionella processen att starta ett fartyg. Idag har lanseringsmetoder blivit säkrare och mer proaktiva i tillvägagångssätt, eftersom datorprogram hjälper ingenjörerna att uppskatta belastningen på fartyget under lanseringen.
När fartyget är byggt tas hela fartygets last av kölblocken. När de är redo för lansering är de främre och bakre vaggarna konstruerade och svetsade till skrovet. Nu är vikten redo att flyttas från kölblocken till vaggarna. Fartyget, tillsammans med hela vaggan strukturen är gjord för att glida längs glidbanan, till den intilliggande vattenkroppen, där lasten balanseras av flytkraften, en process som vi kommer att förstå i detalj lite senare.
fartyget kan lanseras slut på, aktern först (det vill säga fartygets akter görs vattenburen före den främre delen) eller i sidled. Vanligtvis föredras slutlansering eftersom det säkerställer bättre lastfördelning på slipbanan och vaggan. När det gäller varv där den intilliggande vattenkroppens omfattning inte är tillräcklig för att rymma fartygets längd föredras dock sidolansering.
fartyget är knutet till stranden med hjälp av dragkedjor. Kedjans längd är så utformad så att de är lösa före lanseringen och strama nog efter lanseringen för att begränsa fartyget från att träffa motsatt bank.
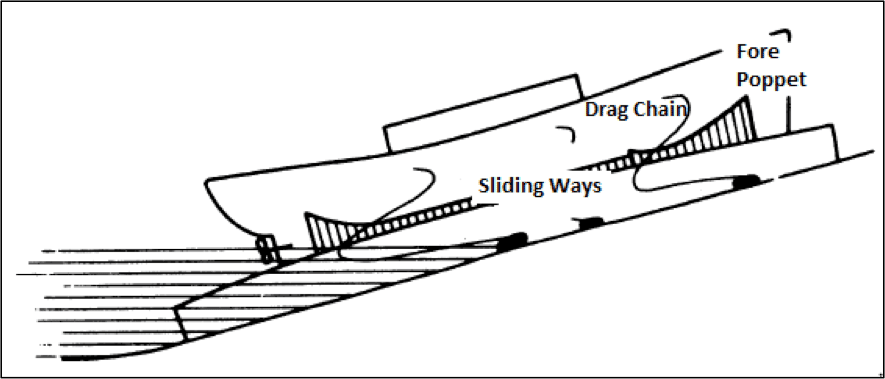
Figur 3: avsluta sjösättning av ett fartyg
utrustning
efter sjösättning bogseras fartyget till utrustningsbassängen. Utrustningsbassängen på ett varv ligger vanligtvis i närheten av verkstads-och maskinverkstäderna på gården där outfitartiklarna tillverkas.
som vi diskuterade i tidigare delar föredrar större varv avancerad utrustning, varför nästan 95 procent av det totala utrustningsarbetet slutförs under själva byggnadsstadiet. De återstående mindre outfitartiklarna är monterade i outfitbassängen. I mindre och vanliga varv där avancerad utrustning inte är möjlig utförs dock fullständig utrustning vid utrustningsbassängen.
Sjöförsök
När allt byggnads-och utrustningsarbete har slutförts utförs sjöförsöken av varvsmyndigheten i närvaro av en utsedd representant för fartygets ägare. Vissa tester inkluderar Hastighetsförsök, Vridcirkeltest, Kraschstopptest, sicksack eller Kempfs Överskjutningsmanöver, Spiralmanöver, Motorförsök och Aktertest.
Efter att resultaten från sjöförsöken har studerats och befunnits acceptabla av både ägaren och skeppsbyggaren (enligt specifikationerna som nämns i kontraktet) levereras fartyget till kunden. Om resultaten inte uppfyller kraven enligt kontraktet, får skeppsbyggaren en frist för att göra nödvändiga ändringar, varefter sjöförsök genomförs igen. Om fartyget inte levereras med tillfredsställande resultat efter utgången av respitperioden är skeppsbyggaren skyldig att betala påföljder till ägaren enligt kontraktet.
översikt
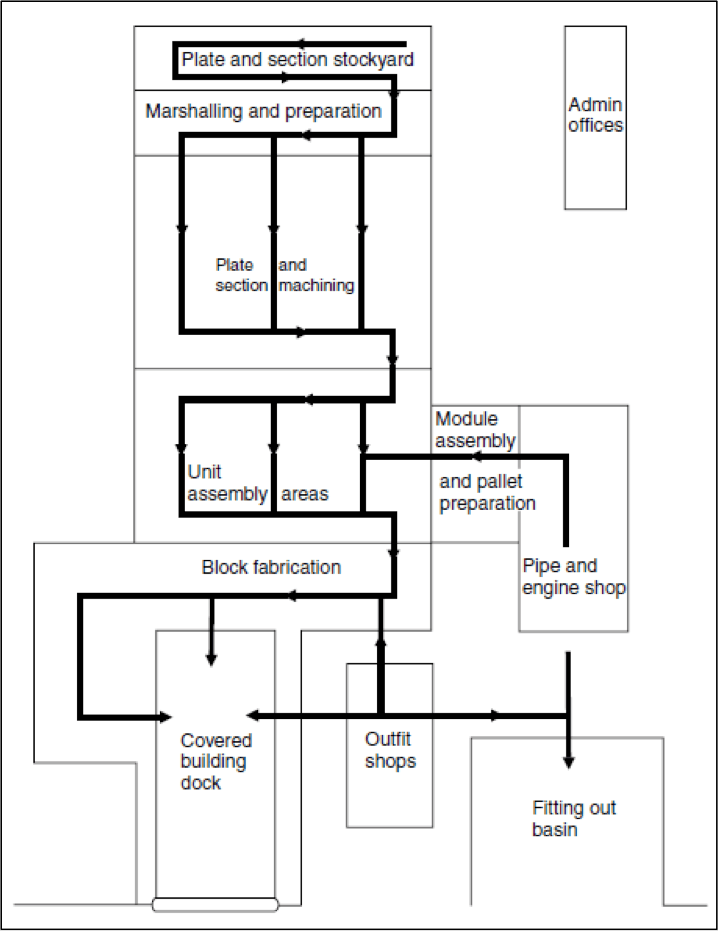
Figur 4: Layout av ett varv och processflöde.
vi började denna serie av artiklar med syfte att förstå hela varvsindustrin processen och flödet av material från stockyard till slutprodukten. En läsare bekant med de två första delarna skulle veta att vi har tagit ett annat tillvägagångssätt för att förstå hela processen. I stället för att först ha en flygvy av varvsindustrin, diskuterade vi varje process i detalj, enligt sekvensen som följdes i branschen. I detta skede, efter att ha förstått i detalj, om varje steg i varvsprocessen, skulle det vara lättare för läsaren att nu få en översikt över processflödet i ett varv. Det är detta processflöde som är den avgörande faktorn i utformningen av varje varv, som visas i Figur 3. Ta en titt på den här layouten och försök att förstå varje komponent, deras användning och försök att motivera varför en viss komponent finns där den är.
taggar: ship launch Shipbuilding Yard ebook erbjudande