このシリーズの前回の記事では、造船プロセスのプレートとセクションの圧延と曲げの方法を扱いました。 その後、プレハブ工場でサブアセンブリ、アセンブリがどのように製造されているかの概要を説明しました。 これらは前決定された溶接順序によって建てられる単位を形作るためにそれから溶接される。
すべてのユニットまたはブロックが建てられると、船全体が建てられるように、事前に決定されたシーケンスに従って溶接する準備が整います。
図1に示すように、船がどのようにブロックに分割されているかを理解することから始めます。
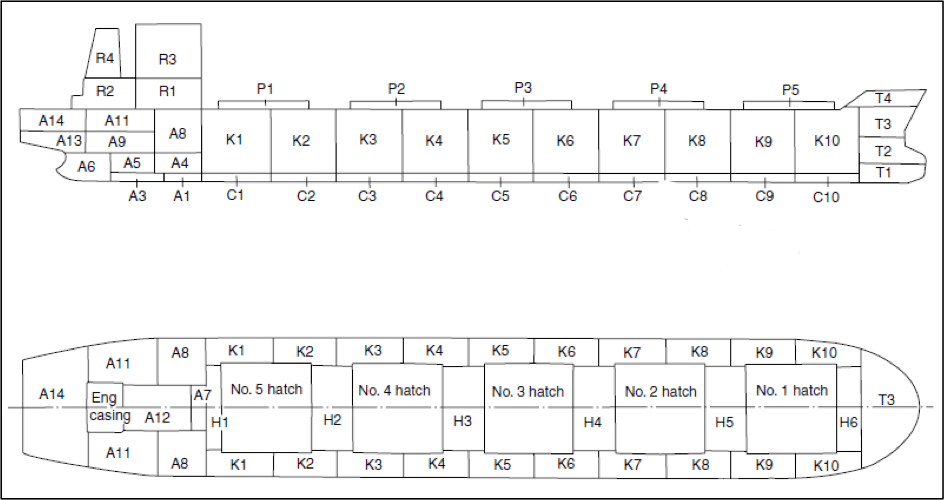
図1:バルクキャリアのブロックへの分割
上の図は、バルクキャリアのブロックへの分割 ブロックは船の全幅ではない可能性があり、ブロックのサイズは造船所の容量と大虐殺施設に依存することを理解することが重要です。
造船プロセスの間に、各船のブロックは溶接順序に従ってクレーンによって建てられる建物のドックに持って来られます。 各勃起の後、ブロック接合部で溶接が行われる。 ブロックのアライメントは造船所の生産性を決定する非常に重要な要素であり、適切なアライメントを確保するための品質保証措置が講じられ アライメントの改善は、湾曲したシェルパネルのための適切な治具、より低い入熱を有する適切な溶接技術、およびレーザアライメントツールの使用によ
造船バースは、平均海面下の床のレベルを持つドックのような構造です。 すべてのブロックが建てられ、溶接されるとき、ドックはそれからあふれ、船は艤装の桟橋に浮かびます。 しかし、建物のドック内の床のレベルが平均海面より上にある多くの造船所では、船は専門の発射技術を使用して水上に作られています。
いくつかの造船所では、ブロックの勃起は、非常に大きなバルカーとタンカーの場合には、海上で直接行われます。 これは船のサイズが建物の停泊の容量を超過するか、または船の二つの半分が別の停泊で造られ、浮かぶ場合に練習される。 その後、二つのセクションは、タックルを使用して一緒に引っ張られ、それらの光学測定装置によって微細な精度に整列されます。 通常、接合部(例えば、図1のK4とK5の間の接合部)では、ケーソンは両方の半分に溶接されています。 当初、ケーソンは乾燥して圧送されます。 両方の半分の溶接の前に縦の溶接のために一直線に並ぶべき両方の半分のための必須の草案を達成するために、ケーソンはバラストされます。 ジョイントはミッドシップにあるため、ケーソンをバラストすると船体桁のたるみが生じる。 従って前部ピークおよび後方ピークタンクは弛むことの効果を相殺するためにballasted。 溶接が接合箇所で遂行された後、それはあらゆる溶接欠陥のためにX線テストされます。 この溶接継手は、ミッドシップ(およびミッドシップは最大曲げモーメントを受ける領域である)の近くに位置しているため、船全体で最も重要な溶接継手の一つである。 図2を参照)。
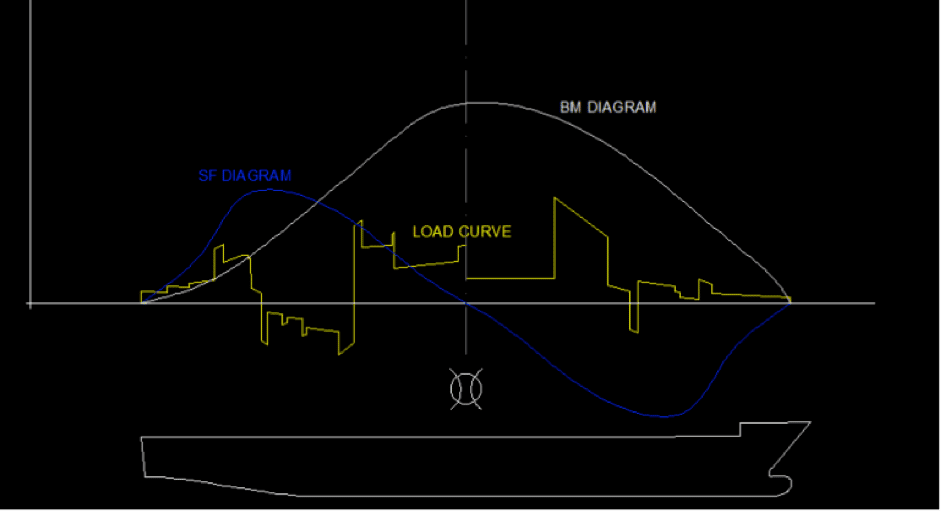
図2:曲げモーメントとせん断力図
打ち上げ
多くの大きな造船所は現在、建物のドックに船を建設し、浸水し、船は綱引きによって衣装盆地に曳航される。 しかし、ほとんどの造船所はまだ船を進水させる伝統的なプロセスに従っています。 今日、打ち上げ方法は、コンピュータプログラムが打ち上げ中に船の負荷を推定するためにエンジニアを支援するように、より安全で積極的なアプロー
船が建造されると、船の全体の負荷はキールブロックによって取られます。 進水の準備ができたら、前方および後方の揺りかごは外皮に組み立てられ、溶接される。 今度は、重量はキールのブロックから揺りかごに移って準備ができている。 船は、クレードル構造全体と一緒に、スライドウェイに沿って隣接する水域にスライドさせ、そこでは浮力によって負荷が釣り合っていますが、これは少し後に詳細に理解するプロセスです。
船は、最初の船尾(つまり、船の船尾は前方部分の前に水上に作られている)、または横に端を起動することができます。 通常、端の進水はslipwayおよび揺りかごのよりよい負荷配分を保障するので好まれます。 しかし、隣接する水体の範囲が船の長さに対応するのに不十分である造船所の場合、側方発射が好ましい。
船はドラッグチェーンによって海岸に結ばれています。 チェーンの長さは、発射前に緩んでいるように設計されており、発射後に船が反対側の銀行に当たるのを制限するのに十分なピンと張っています。
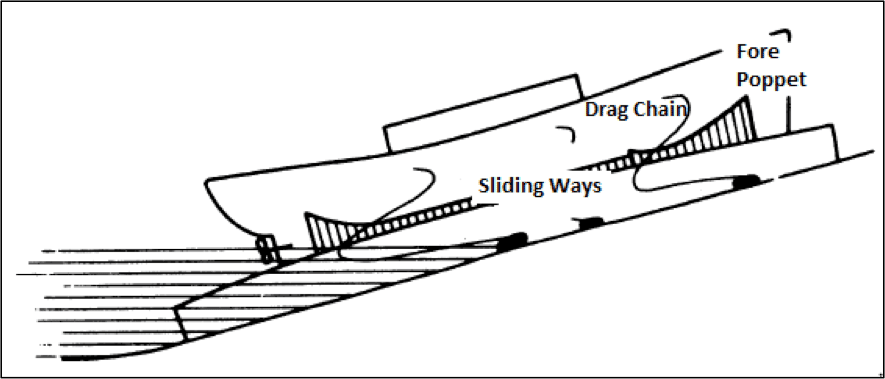
図3:船の打ち上げを終了
艤装
打ち上げ後、船は衣装盆地に曳航されます。 造船所の服の洗面器は通常用品類項目が製造されるヤードの工学そして機械類の研修会の近さにあります。
前の部分で説明したように、より大きな造船所は高度な艤装を好むため、総装備作業のほぼ95%が建物の段階自体で完了します。 残りのマイナーな衣装アイテムは、衣装盆地に装着されています。 但し、高度の準備が実行可能ではないより小さく、標準的な造船所で、完全な準備は用品類の洗面器で遂行される。
海の試験
すべての建設と艤装作業が完了すると、海の試験は、船の所有者の指定された代表者の存在下で、造船所当局によって行われます。 あるテストは速度の試験、回転円テスト、衝突停止テスト、ジグザグ形またはKempfのOvershootの操縦、螺線形の操縦、エンジンの試験および後方テストを含んでい
海の試験の結果が研究され、所有者と造船業者の両方によって受け入れられることが判明した後(契約書に記載されている仕様に従って)、船はクライ 結果が契約に従って要件を満たしていない場合、造船業者には必要な変更を行うための猶予期間が与えられ、その後、海上試験が再び行われます。 猶予期間の経過後に船が満足のいく結果を得て配達されない場合、造船業者は契約に従って所有者に罰則を支払うことになります。
概要
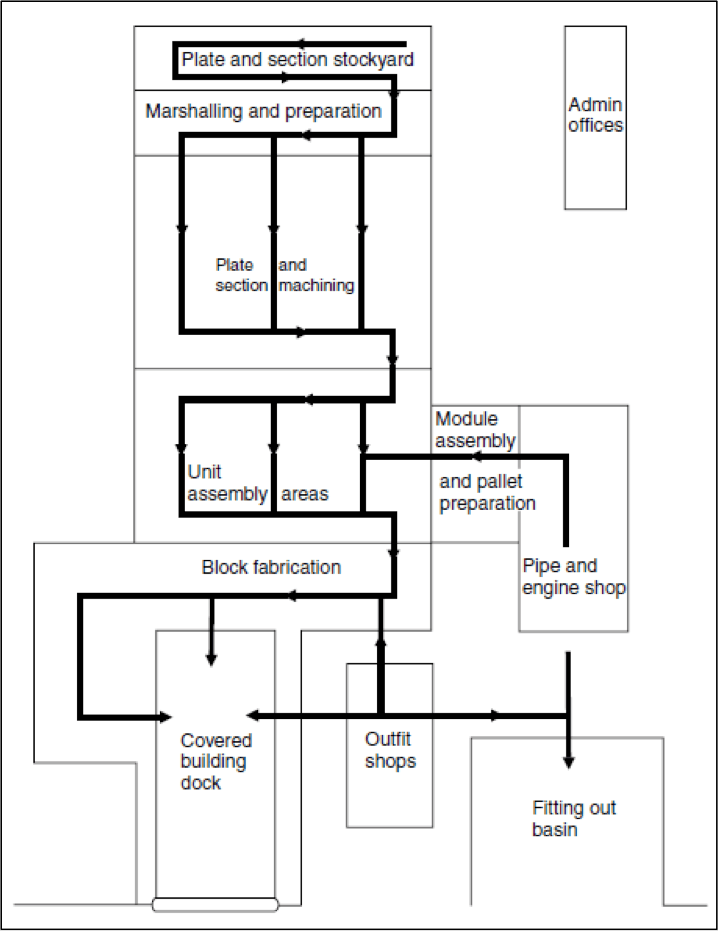
図4:造船所とプロセスフローのレイアウト。私たちは、造船プロセス全体と倉庫から最終製品までの材料の流れを理解することを目的として、この一連の記事を開始しました。 最初の二つの部分に精通した読者は、我々は全体のプロセスを理解する上で異なるアプローチを取っていることを知っているだろう。 最初に造船プロセスの航空写真を見るのではなく、業界で続いているシーケンスに従って、各プロセスを詳細に議論しました。 この段階では、造船プロセスのすべてのステップについて詳細に理解していれば、読者は造船所のプロセスフローの概要を把握する方が簡単です。 図3に示すように、すべての造船所のレイアウトの決定要因は、このプロセスフローです。 このレイアウトを見て、各コンポーネントとその使用法を理解し、特定のコンポーネントがどこにあるのかを推論しようとします。
タグ:船舶打ち上げ造船ヤード電子ブックオファー