Co je Ultrazvukové Svařování a je to pro Mě ta Pravá?
Při zkoumání způsobů, jak se připojit plastových dílů, budete téměř jistě usazují na proces, který spadá do jedné z těchto kategorií: mechanické, lepidla, nebo svařování. Mechanické procesy, jako je snap-fit, šrouby nebo nýty, jsou skvělé, pokud je třeba výrobek rozebrat během jeho životnosti nebo pokud bude výrobek spuštěn v malém objemu. Lepidla jako lepidlo tvoří trvalejší vazbu a vynikají při lepení dvou odlišných materiálů. Plastové svařovací procesy jsou trvalé povahy, nemají spotřební materiál a používají kombinaci tepla a tlaku k fúzi dílů dohromady. Při hodnocení výrobních metod by neměla být přehlížena jedna konkrétní metoda svařování: ultrazvukové svařování.
co je ultrazvukové svařování?
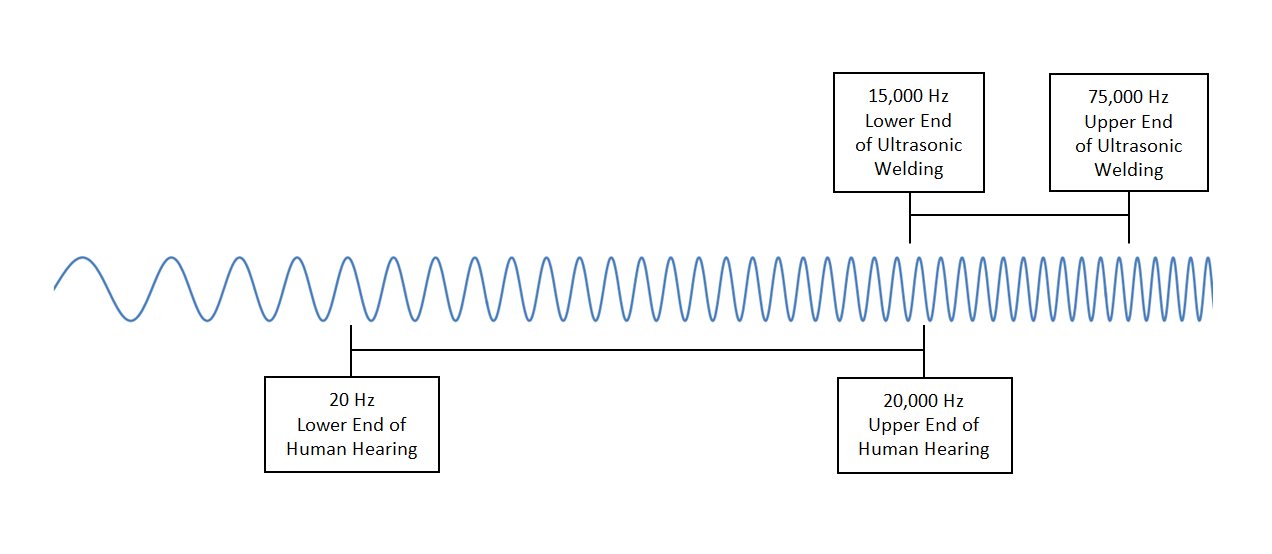
jednoduše řečeno, ultrazvukové svařování využívá vysokofrekvenční vibrace teplo a pouto dvou částí, které se dotýkají pod tlakem. Tyto vysokofrekvenční vibrace ve většině případů překračují hranici lidského sluchu. Rozsah lidského sluchu je 20 Hz až 20 kHz, zatímco ultrazvukové frekvence využita v těchto svářečů typicky v rozmezí od 15 kHz 75 kHz. Tato technika byla patentována v 60. letech a poprvé použita v hračkářském průmyslu. Od té doby technologie pokračuje v pokroku a používá se v průmyslových odvětvích, jako je zdravotnictví, elektronika, balení a automobilový průmysl. Ultrazvukové svařování lze použít pro plasty i kovy, ale tento článek se zaměří především na svařování plastů. Abychom lépe porozuměli ultrazvukovému svařování, podívejme se na součásti svářeče.
napájení. Každý ultrazvukový svářeč začíná napájecím zdrojem. Napájení je někdy označován jako frekvenční generátor, protože to trvá standardní elektrické energie (obvykle 115V) při 60 Hz a převádí je na pracovní frekvenci přibližně 20 kHz nebo 20 000 cyklů za sekundu. Ostatní běžně dostupné Výstupní frekvence se pohybují od 15-70 kHz. Tento vysokofrekvenční proud je pak odeslán přes speciální kabel do ultrazvukového zásobníku.
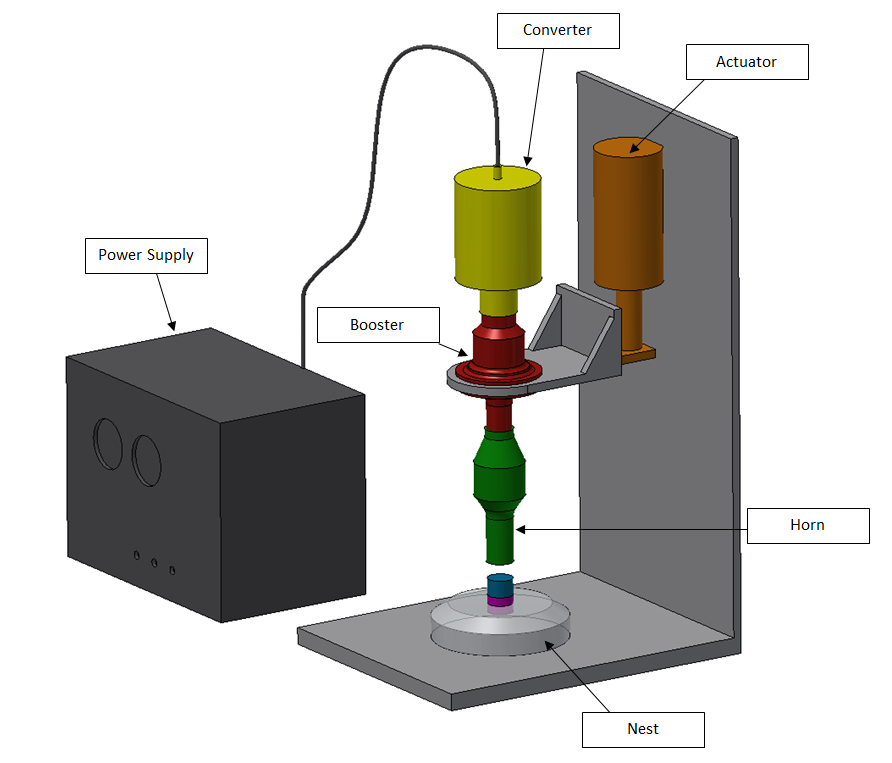
ultrazvukový zásobník. Zásobník není jedna věc, ale spíše na kombinaci tří základních složek:  převodník, zesilovač, a svařování roh. V plastovém svářeči je ultrazvukový zásobník vyrovnán svisle a sedí nad svařovanými částmi v podpěrném sloupci.
převodník, zesilovač, a svařování roh. V plastovém svářeči je ultrazvukový zásobník vyrovnán svisle a sedí nad svařovanými částmi v podpěrném sloupci.
Převodník. Převodník je piezoelektrický měnič, který je napájen vysokofrekvenčním proudem ze zdroje napájení a vydává mechanické vibrace na stejné frekvenci. Převodník pracuje pomocí piezoelektrického efektu-think quartz hodinky. Stručně řečeno, piezoelektrický efekt nastává, když dojde k mechanické deformaci (změně tvaru v důsledku tlaku) na kandidátský materiál, který zase vytvoří elektrický náboj. Piezoelektrický efekt funguje také obráceně. Pokud je na materiál aplikováno elektrické pole, změní se tvar. Piezoelektrické měniče nalezené v ultrazvukových měničích se skládají z mnoha piezoelektrických keramických disků, pokrytých na obou stranách kovovými deskami. Všechny jsou uloženy pod tlakem v titanovém válci. Napájecí zdroj vysílá do tohoto zařízení vysokofrekvenční proud a vytváří rychle se měnící elektrická pole. Tato rychle se měnící elektrická pole způsobují rychlou změnu tvaru piezoelektrického materiálu, což vede k vysokofrekvenčním vibracím. Titanový válec pomáhá přenášet tuto vibraci do posilovače.
posilovač. Posilovač je reaktivní složkou převodníku a pomáhá zesilovat nebo tlumit vibrace. Vibrace přicházející z převodníku mají přibližnou amplitudu (nula až vrchol) 8 mikrometrů (průměr červených krvinek). Tato amplituda se musí často měnit, aby úspěšně přenesla požadovanou energii na svařovaný spoj. Posilovač zvyšuje nebo snižuje
amplitudu vibrací o specifický poměr. Tento poměr je určen geometrií a rozložením hmotnosti posilovače—každý z nich je přesně navržen tak, aby dosáhl tohoto poměru. Například posilovače s větší hmotností v blízkosti houkačky snižují výstupní amplitudu. Typické poměry posilovače jsou 1:0,6 (snižuje amplitudu) a 1: 2,0 (dvojitá amplituda) a jsou obvykle vyrobeny z titanu nebo hliníku. Poměr může být také vyjádřen jako „zisk“, kde zisk se rovná výstupní amplitudě dělené vstupní amplitudou. Posilovač není jedinou součástí zásobníku, který může změnit amplitudu akustických vln.
roh nebo Sonotroda. Roh je někdy běžněji označován jako sonotroda mimo Spojené státy. Roh přijímá vibrace z posilovače a dále zesiluje nebo zeslabuje amplitudu akustických vln. Roh je také zodpovědný za aplikaci těchto vibrací na svařované díly přímým kontaktem. V plastovém svářeči houkačka a posilovač vibrují axiálně na provozní frekvenci nastavenou napájecím zdrojem. Houkačka se dotýká horního plastového kusu a aplikuje tyto vibrace kolmo na povrch dílu. Naproti tomu kovové svářečské rohy leží vodorovně a vibrace jsou aplikovány rovnoběžně s povrchem dílů. Roh je jedinečně navržen tak, aby vibroval, když se jeho konce pohybují v opačných směrech, zatímco střed houkačky zůstává na svém místě. Vynásobením výstupní amplitudy převodníku ziskem posilovače a ziskem houkačky najdete efektivní výstupní amplitudu zásobníku aplikovanou na součást. Titan je materiálem volby pro konstrukci rohů díky svým mechanickým vlastnostem, jako je vysoká únavová pevnost a tvrdost, ale pro správnou aplikaci existují také ekonomické hliníkové a ocelové rohy. Existují zástupy tvarů rohů, z nichž každý má svou vlastní jedinečnou aplikaci, a vlastní rohy mohou být vyrobeny pro speciální aplikace. Kruhový roh je například užitečný, když mají být díly svařeny na jejich obvodu. Předtím, než houkačka může aplikovat vibrace na obrobek, musí být nejprve spuštěna na místo.
pohon. Pohon je zodpovědný za spouštění stohu na svařované díly. Musí také použít sílu odpovídající požadované aplikaci. Ultrazvukové svařovací pohony jsou obvykle pneumatické nebo elektrické a poskytují svarovou sílu v rozmezí 50-750 lbs. Pohony používané v kovovém ultrazvukovém svářeči mohou být poháněny hydraulikou a vidět větší sílu. Přesná síla bude stanovena na základě konstrukce svařovaných dílů.
hnízdo nebo kovadlina. Obvykle se svařují dvě části-horní polovina a spodní polovina. Spodní polovina sedí v přípravku označovaném jako hnízdo. Hnízdo nasměruje vibrace na rozhraní mezi oběma částmi. Pokud je přípravek, který drží spodní část, plochější, může být označován jako kovadlina. Při svařování dlouhých švů, některé stroje mají mobilní kovadlinu, která pohybuje část podél při zachování svářeče na místě.
proces ultrazvukového svařování.Nyní, když znáte hlavní součásti ultrazvukového svářeče,je čas pochopit, jak funguje typický svařovací cyklus:
prvním krokem je načtení dílů do hnízda ručně nebo automatizací-automatizace se používá při velkých objemech. Dále se ovládací prvky svářeče poběží v jednom ze čtyř režimů:
Weld-by-time. Weld-by-time spustí sekvenci svaru po stanovenou dobu. Po celá léta to byl standardní způsob svařování. Nevýhodou tohoto procesu je, že se jedná o systém s otevřenou smyčkou(bez zpětné vazby). S příchodem přísných požadavků na kvalitu v průmyslových odvětvích, jako je lékařské, metoda svaru podle času nemůže vždy dosáhnout požadované úrovně konzistence. Pokud se jedna část mírně liší od další, neexistuje žádná zpětná vazba, která by zohledňovala rozdíly. To má za následek rozdíly v kvalitě svaru a celkových charakteristikách dílů. S novými senzory a pokročilými ovládacími prvky, které jsou stále dostupnější, byly vyvinuty lepší režimy svaru.
celková energie. Jedna teorie pro úspěšné svařování je, že pro danou část, tam musí být určité množství energie aplikované na díly rozhraní produkovat uspokojivou svaru. Celková energie režim pracuje na základě měření spotřebované energie svářeč a nastavení délky svaru  proces pro dosažení požadované vstupní energie (výkon x čas = energie). Tato metoda, i když je teoreticky dobrá, je obtížné předpovědět skutečnou energii aplikovanou na svar v důsledku ztrát ve stroji (např.
proces pro dosažení požadované vstupní energie (výkon x čas = energie). Tato metoda, i když je teoreticky dobrá, je obtížné předpovědět skutečnou energii aplikovanou na svar v důsledku ztrát ve stroji (např.
sbalit (relativní) vzdálenost. Pomocí lineárního kodéru může ovládání měřit vzdálenost, kterou roh vrhá horní část do spodní části během svaru. Měření začíná, když houkačka naváže počáteční kontakt s horní částí (když se pohon sníží) a končí po dosažení přednastavené vzdálenosti. Tato přednastavená vzdálenost je vzdálenost kolapsu—množství, o které se rozhraní mezi oběma částmi roztaví. Tato metoda je preferovanou metodou v mnoha situacích, protože můžete přesně řídit hloubku svaru.
absolutní vzdálenost. Pokud jsou celkové rozměry svařované části kritické, preferovanou metodou je „absolutní vzdálenost“. Pomocí lineárního kodéru bude svářeč pokračovat v cyklu svaru, dokud nebude dosaženo určitého celkového rozměru dílu(obvykle celkové výšky). Metody celkové energie, kolapsu a absolutní vzdálenosti zahrnují zpětnovazební smyčky, díky nimž jsou systémy uzavřené smyčky.
po zvolení režimu řízení stlačí ovladač zásobník. Houkačka se nakonec dostane do kontaktu s horní částí a je aplikováno zatížení. Mezitím napájecí zdroj poskytuje proud do měniče, který vydává vysokofrekvenční vibrace prostřednictvím posilovače a houkačky. Roh aplikuje tuto ultrazvukovou vlnu na svařované díly. Jedna z částí má obvykle energetického ředitele na rozhraní. Energetický ředitel je malý tvarovaný hřeben s výškou těsně pod 1 milimetr a stranami při 60-90 stupních. Díky vibracím a tření se energetický ředitel roztaví a vytvoří molekulární vazbu s povrchem druhé části. Svaru doba obvykle trvá méně než sekundu, po které svaru se rychle ochladí v důsledku tání temps zůstat lokalizován do části‘ rozhraní. Neexistuje žádný čas na vyléčení. Poté je pohon zcela zasunut a díly lze odstranit ručně nebo automatizací.
Best Design Practices.
při hodnocení ultrazvukového svařování jako způsobu výroby je důležité mít na paměti, že některé plasty svařují lépe než jiné.
• díky své chemii a tenké povaze se termoplastické fólie a tkaniny snadno svařují ultrazvukovými metodami.
* amorfní termoplasty (jako je ABS) jsou také ideálními kandidáty.
* Polokrystalické termoplasty (jako je nylon) jsou obtížnější, ale lze je provést.
• Termoplastické elastomery na druhé straně jsou velmi špatnými kandidáty na ultrazvukové svařování a obecně se nedoporučují.
Různé materiály mají různé rozsahy amplitudy nezbytné pro efektivní svar. Většina dodavatelů ultrazvukových svářečů může dodat referenční nastavení pro různé materiály. Svařování dvou různých plastů lze dosáhnout, pokud jejich nastavení není příliš odlišné.
důležitým faktorem je také velikost dílů. Ultrazvukové svařování vyniká malými částmi. Jak velký je příliš velký? Zde jsou některá pravidla:
• čím obtížnější je materiál, tím menší může být maximální velikost. Nylon (obtížný) může být pouze asi 3,5″, zatímco ABS (snadný) může být asi 10″.
* nižší frekvence (15 kHz) vyžadují větší Nástroje (10″). Vyšší frekvence (40 kHz) vyžadují menší nástroje (2,5″)
geometrie dílu ovlivňuje schopnost vytvářet čisté svary. Ultrazvukové svařování funguje dobře s tenkostěnnými díly, dlouhými nepodporovanými stěnami a vnitřními svary. Komplexní geometrie a hluboké obrysy nejsou vhodné pro ultrazvukové svařování.
při navrhování rozhraní mezi částmi je důležité přidat energetický ředitel. Energetický ředitel pracuje na soustředění energie z rohu, aby zahájil rychlou taveninu. Obvykle se jedná o trojúhelníkový profil umístěný ve středu stěny, který běží po délce stěny. Doporučuje se umístit energetický ředitel na část dotýkající se houkačky. Dobrým výchozím bodem je úhel 60-90 stupňů s výškou rovnou 1/8 tloušťky stěny. Pravidlem pro požadovanou sílu pohonu je 1 lbf pro každý lineární milimetr energetického ředitele. Konstrukce dílů by měla obsahovat funkce, které jim pomáhají sladit. Tyto návrhy jsou pouze výchozím bodem a měly by být vyhodnoceny aplikačním inženýrem. Osvědčený soubor empirických dat spolu se zavedenými postupy svařování jsou klíčem k úspěšnému projektu.
Výhody
Ultrazvukové svařování poskytuje mnoho výhod oproti alternativních metod:
* vysokopevnostní svary
* žádné spotřební materiály-žádné spojovací prvky nebo lepidla
* Rychlé-žádné vytvrzení nebo doba schnutí• Svary za méně než sekundu.
• Easily automated
• Clean and precise
• No ventilation needed
• Can vibrate contaminates out of packaging seals
• Provides tamper-proof hermetic seals
• Low power consumption—works in short bursts
• Great for volatile or heat sensitive products
• Uses standard electrical power (115V @ 60Hz)
• Zavedené technologie s mnoha možnostmi v zařízení
• Relativně nízké investiční náklady na zařízení,
Omezení a Nevýhody.
zde jsou některá omezení, která je třeba si uvědomit při hodnocení ultrazvukového svařování: