mikä on ultraäänihitsaus ja sopiiko se minulle?
kun tutkitaan tapoja liittää muoviosia, päädytään melko varmasti prosessiin, joka kuuluu johonkin näistä kategorioista: mekaanisiin, liimoihin tai hitsaukseen. Mekaaniset prosessit, kuten snap-fit, ruuvit tai niitit, ovat suuria, jos tuote on purettava sen käyttöiän aikana tai jos tuotetta käytetään pienellä tilavuudella. Liimat, kuten liima, muodostavat pysyvämmän sidoksen ja ovat erinomaisia tarttumaan kahteen erilaiseen materiaaliin. Muovihitsausprosessit ovat luonteeltaan pysyviä, niissä ei ole kulutushyödykkeitä, ja osat sulautuvat toisiinsa lämmön ja paineen yhdistelmällä. Valmistusmenetelmiä arvioitaessa ei pidä unohtaa yhtä tiettyä hitsausmenetelmää: ultraäänihitsausta.
mitä on ultraäänihitsaus?
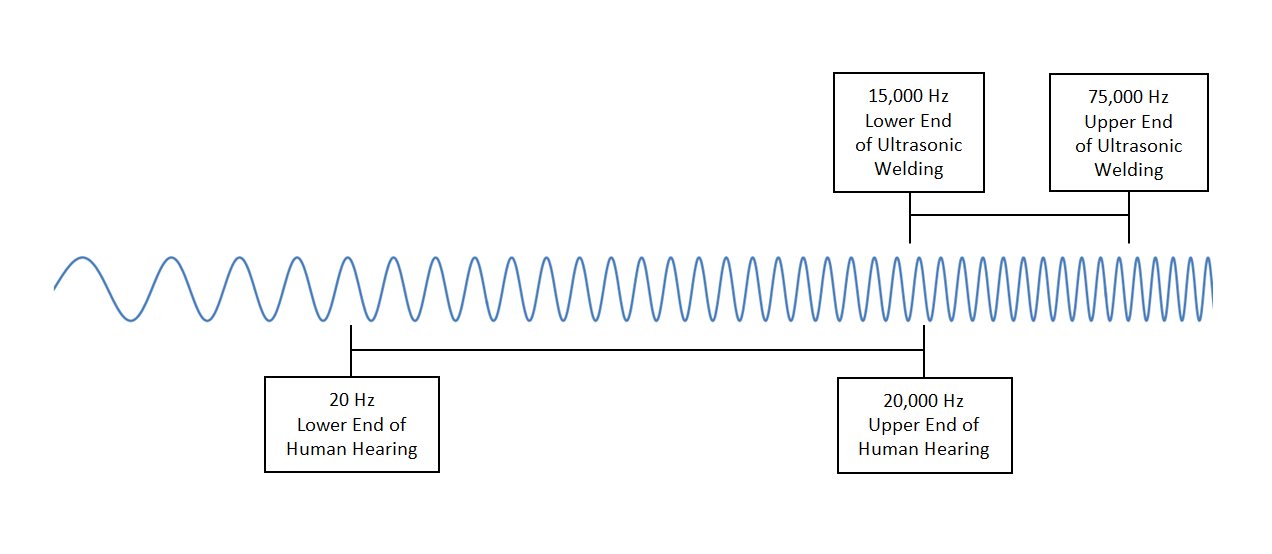
yksinkertaistettuna ultraäänihitsauksessa käytetään korkeataajuista tärinää lämmittämään ja sitomaan kahta osaa, jotka koskettavat paineen alla. Nämä korkeataajuiset värähtelyt ylittävät ihmisen kuulon rajan useimmissa tapauksissa. Ihmisen kuuloalue on 20 Hz-20 kHz, kun taas näissä hitsaajissa käytetyt ultraäänitaajuudet vaihtelevat tyypillisesti 15 kHz: stä 75 kHz: iin. Tekniikka patentoitiin 60-luvulla ja sitä käytettiin ensimmäisen kerran leluteollisuudessa. Sen jälkeen tekniikka on edelleen kehittynyt ja sitä käytetään muun muassa lääketieteen, elektroniikan, pakkausten ja autoteollisuuden aloilla. Ultraäänihitsausta voidaan käyttää muoveille sekä metalleille, mutta tämä artikkeli keskittyy ensisijaisesti muovihitsaukseen. Jotta ymmärtäisimme paremmin ultraäänihitsausta, tutkitaan hitsaajan komponentteja.
virtalähde. Jokainen ultraäänihitsaaja aloittaa virtalähteestä. Virtalähdettä kutsutaan joskus taajuusgeneraattoriksi, koska se vie tavallista sähkötehoa (yleensä 115V) 60 Hz: n taajuudella ja muuntaa sen noin 20 kHz: n tai 20 000 syklin toimintataajuudeksi sekunnissa. Muut yleisesti saatavilla olevat lähtötaajuudet vaihtelevat 15-70 kHz: n välillä. Tämä suurtaajuusvirta lähetetään sitten erityisellä kaapelilla ultraäänipinoon.
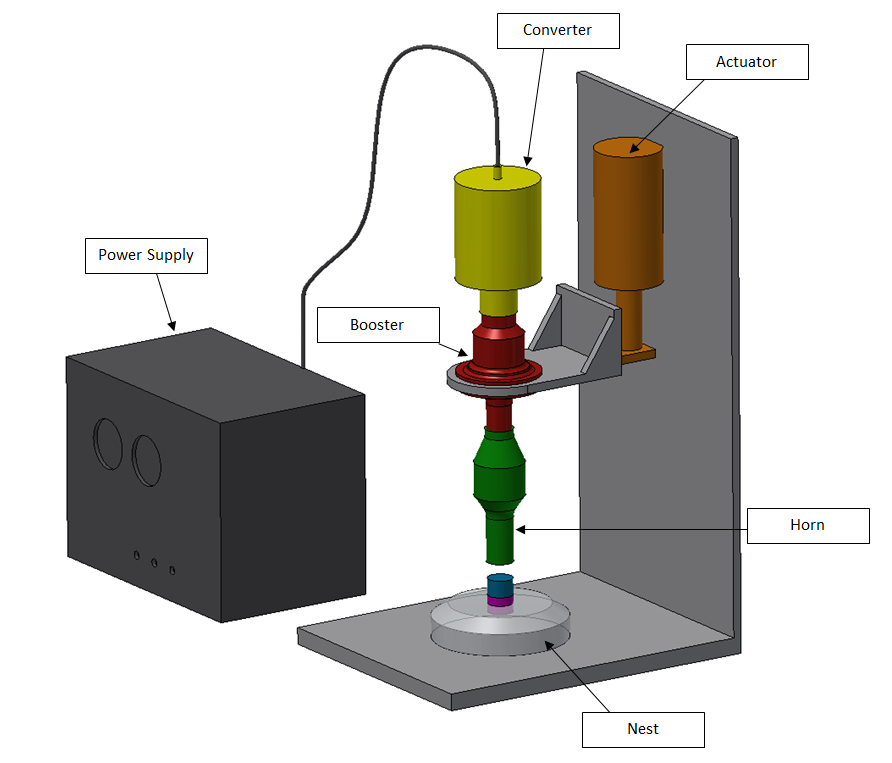
Ultraäänipino. Pino ei ole yksi asia, vaan kolmen ytimen yhdistelmä:  muunnin, tehostin ja hitsaustorvi. Muovisessa hitsaajassa ultraäänipino on kohtisuorassa ja istuu hitsattavien osien yläpuolella tuetussa pylväässä.
muunnin, tehostin ja hitsaustorvi. Muovisessa hitsaajassa ultraäänipino on kohtisuorassa ja istuu hitsattavien osien yläpuolella tuetussa pylväässä.
muunnin. Muunnin on pietsosähköinen anturi, joka syötetään suurtaajuusvirta virtalähteestä ja tuottaa mekaanista tärinää samalla taajuudella. Muunnin toimii pietsosähköisen efektin—think kvartsikellojen avulla. Yhteenvetona voidaan todeta, että pietsosähköinen vaikutus tapahtuu, kun ehdokasmateriaalille tapahtuu mekaaninen muodonmuutos (paineen aiheuttama muotomuutos), joka puolestaan tuottaa sähkövarauksen. Pietsosähköinen vaikutus toimii myös päinvastaisesti. Jos materiaaliin kohdistetaan sähkökenttä, se muuttaa muotoaan. Ultraäänimuuntimissa esiintyvät pietsosähköiset anturit koostuvat monista pietsosähköisistä keraamisista levyistä, jotka on päällystetty kummaltakin puolelta metallilevyillä. Nämä kaikki tallennetaan paineen alla titaanisylinteriin. Virtalähde lähettää suurtaajuusvirta tähän laitteeseen, tuottaa nopeasti muuttuvia sähkökenttiä. Nämä nopeasti muuttuvat sähkökentät aiheuttavat pietsosähköisen materiaalin muodon nopean muutoksen, mikä johtaa korkeataajuisiin värähtelyihin. Titaanisylinteri auttaa siirtämään tämän tärinän tehostimeen.
tehosterokotus. Tehostin on muuntimen reaktiivinen komponentti ja auttaa vahvistamaan tai vaimentamaan tärinää. Muuntimesta tulevan värähtelyn amplitudi (nollasta Huippuun) on noin 8 mikrometriä (punasolun halkaisija). Tämä amplitudi on usein muutettava onnistuneesti siirtää tarvittava energia hitsattu liitos. Tehostin Lisää tai pienentää
värähtelyn amplitudia tietyllä suhteella. Tämä suhde määräytyy Boosterin geometriasta ja massajakaumasta—joista jokainen on tarkasti suunniteltu tämän suhteen saavuttamiseksi. Esimerkiksi vahvistimet, joissa on enemmän massaa torven lähellä, pienentävät lähtöamplitudia. Tyypilliset tehostesuhteet ovat 1:0.6 (laskee amplitudia) ja 1: 2.0 (kaksoisamplitudia) ja ne on yleensä valmistettu titaanista tai alumiinista. Suhde voidaan ilmaista myös” vahvistuksena”, jossa vahvistus on yhtä suuri kuin lähtöamplitudi jaettuna tuloamplitudilla. Tehostin ei ole ainoa pinon komponentti, joka voi muuttaa akustisten aaltojen amplitudia.
torvi tai Sonotroidi. Torvea kutsutaan joskus yleisemmin sonotrodiksi Yhdysvaltain ulkopuolella. Torvi vastaanottaa tehostimen värähtelyjä ja vahvistaa tai vaimentaa edelleen akustisten aaltojen amplitudia. Sarvi on myös vastuussa näiden värähtelyjen soveltamisesta osiin, jotka hitsataan suoralla kosketuksella. Muovisessa hitsaajassa torvi ja tehostin värähtelevät aksiaalisesti virtalähteen määräämällä toimintataajuudella. Sarvi koskettaa ylintä muovikappaletta ja soveltaa näitä värähtelyjä kohtisuoraan osan pintaan. Sen sijaan metallihitsaajan sarvet asettuvat vaakasuoraan, ja värähtelyt kohdistuvat samansuuntaisesti osien pintaan. Sarvi on ainutlaatuisen suunniteltu värähtelemään sen päiden liikkuessa jatkuvasti vastakkaisiin suuntiin torven keskustan pysyessä paikallaan. Kertomalla Muuntimen lähtöamplitudi tehostimen vahvistuksella ja torven vahvistuksella, saadaan pinon efektiivinen lähtöamplitudi, jota sovelletaan osaan. Titaani on sarven rakentamiseen valittu materiaali sen mekaanisten ominaisuuksien, kuten korkean väsymislujuuden ja kovuuden, vuoksi, mutta myös taloudelliset alumiini-ja terässarvet ovat olemassa oikeaan käyttöön. On olemassa lukuisia sarvi muotoja, joilla jokaisella on oma ainutlaatuinen sovellus, ja mukautettuja sarvia voidaan tehdä erityisiä sovelluksia. Esimerkiksi pyöreä sarvi on hyödyllinen, kun osat on hitsattava kehälleen. Ennen kuin sarvi voi soveltaa tärinää työkappaleeseen, se on ensin laskettava paikalleen.
toimilaite. Toimilaite vastaa pinon laskemisesta hitsattavien osien päälle. Sen on myös kohdistettava voima, joka vastaa haluttua sovellusta. Ultraäänihitsaustoimilaitteet ovat tyypillisesti pneumaattisia tai sähkökäyttöisiä ja tarjoavat hitsausvoiman alueella 50-750 lbs. Toimilaitteet käytetään metalli ultraääni hitsaaja voi ajaa hydrauliikka ja nähdä enemmän voimaa. Tarkka voima määritetään hitsattavien osien rakenteen perusteella.
pesä tai alasin. On tyypillisesti kaksi osaa hitsataan yhteen-ylempi puoli ja alempi puoli. Alempi puolisko istuu telineeseen, jota kutsutaan pesäksi. Pesä ohjaa värähtelyt näiden kahden osan väliseen rajapintaan. Kun alaosa on tasaisempi, sitä voidaan kutsua alasimeksi. Pitkiä saumoja hitsattaessa joissakin koneissa on liikuteltava alasin, joka liikuttaa osaa pitkin pitäen samalla hitsaajan paikallaan.
Ultraäänihitsausprosessi.Nyt kun tunnet ultraäänihitsaajan pääkomponentit, on aika ymmärtää, miten tyypillinen hitsaussykli toimii:
ensimmäinen vaihe on ladata osat pesään käsin tai automaatiolla—suuritehoisissa ajoissa käytetään automaatiota. Seuraavaksi hitsaajan ohjaimet toimivat yhdessä neljästä moodista:
hitsaus kerrallaan. Weld-by-time suorittaa hitsaussekvenssin tietyn ajan. Tämä on ollut jo vuosia normaali tapa hitsata. Haittana tässä prosessissa on, että se on avoimen kierron järjestelmä (ei palautetta). Tiukkojen laatuvaatimusten myötä esimerkiksi lääketieteellisillä aloilla hitsausmenetelmällä ei aina voida tuottaa vaadittua johdonmukaisuutta. Jos yksi osa vaihtelee hieman, ei ole palautetta, joka selittäisi eroja. Tämä aiheuttaa vaihtelua hitsauksen laadussa ja osaominaisuuksissa. Uusien antureiden ja kehittyneiden hallintalaitteiden myötä on kehitetty parempia hitsaustiloja.
kokonaisenergia. Yksi teoria onnistuneesta hitsauksesta on, että tietyn osan kohdalla tarvitaan tietty määrä energiaa osien rajapintaan, jotta saadaan aikaan tyydyttävä hitsaus. Kokonaisenergiatila toimii mittaamalla hitsaajan kuluttamaa tehoa ja säätämällä hitsauksen kestoa  prosessi halutun energiasyötön saavuttamiseksi (teho x aika = energia). Vaikka tämä menetelmä on teoriassa hyvä, on vaikea ennustaa hitsiin kohdistuvaa todellista energiaa, joka johtuu koneen häviöistä (esim.energiahäviö telineeseen).
prosessi halutun energiasyötön saavuttamiseksi (teho x aika = energia). Vaikka tämä menetelmä on teoriassa hyvä, on vaikea ennustaa hitsiin kohdistuvaa todellista energiaa, joka johtuu koneen häviöistä (esim.energiahäviö telineeseen).
romahda (suhteellinen) etäisyys. Lineaarisen kooderin avulla ohjaus voi mitata etäisyyden, jonka sarvi syöksee yläosan alaosaan hitsauksen aikana. Mittaus alkaa, kun torvi ottaa ensimmäisen kosketuksen yläosaan (kun toimilaite laskee) ja päättyy, kun esiasetettu etäisyys on saavutettu. Tämä esiasetettu etäisyys on romahdusetäisyys-määrä, jolla näiden kahden osan välinen rajapinta sulaa. Tämä menetelmä on edullinen menetelmä monissa tilanteissa, koska voit tarkasti hallita hitsin syvyys.
absoluuttinen Etäisyys. Kun hitsattavan osan kokonaismitat ovat kriittisiä, suositeltava menetelmä on”absoluuttinen etäisyys”. Lineaarisen kooderin avulla hitsaaja jatkaa hitsaussykliä, kunnes saavutetaan tietty kokonaisosan mitta (tyypillisesti Kokonaiskorkeus). Kokonaisenergia, romahdusmatka ja absoluuttinen etäisyys menetelmät sisältävät takaisinkytkentäsilmukat tehden niistä suljetun silmukan järjestelmiä.
kun ohjaustila on valittu, toimilaite painaa pinon alas. Sarvi koskettaa lopulta yläosaa ja siihen kohdistuu kuorma. Samaan aikaan virtalähde tarjoaa virran muuntimeen, joka tuottaa korkean taajuuden tärinää tehostimen ja torven kautta. Sarvi soveltaa tätä ultraääniaaltoa hitsattaviin osiin. Yhdessä osassa on tyypillisesti energiajohtaja rajapinnassa. Energiajohtaja on pieni valettu harjanne, jonka korkeus on hieman alle 1 millimetri ja sivut 60-90 astetta. Tärinän ja kitkan vuoksi energiajohtaja sulaa ja luo molekyylisidoksen toisen osan pintaan. Hitsausaika kestää yleensä alle sekunnin, jonka jälkeen hitsaus jäähdytetään nopeasti sulamislämpötilojen pysyessä lokalisoituneina osien rajapintaan. Myöskään parannusaikaa ei ole. Tämän jälkeen toimilaite vedetään kokonaan sisään ja osat voidaan irrottaa käsin tai automaatiolla.
parhaat suunnittelukäytännöt.
arvioitaessa ultraäänihitsausta valmistusmenetelmänä on tärkeää pitää mielessä, että jotkut muovit hitsaavat paremmin kuin toiset.
• kemiallisuutensa ja ohuutensa vuoksi termoplastiset kalvot ja kankaat hitsautuvat helposti ultraäänimenetelmillä.
• amorfiset termoplastit (kuten ABS) ovat myös ihanteellisia ehdokkaita.
• Puolikiteiset kestomuovit (kuten nailon) osoittautuvat vaikeammiksi, mutta voidaan tehdä.
• termoplastiset elastomeerit sen sijaan ovat erittäin huonoja ehdokkaita ultraäänihitsaukseen, eikä niitä yleensä suositella.
eri materiaaleilla on erilaiset amplitudialueet, joita tarvitaan tehokkaaseen hitsaukseen. Useimmat ultraäänihitsaajien toimittajat voivat toimittaa vertailuasetuksia eri materiaaleille. Kahden eri muovin hitsaaminen onnistuu, jos niiden asetukset eivät ole liian erilaiset.
myös osien koko on tärkeä tekijä. Ultraäänihitsaus loistaa pienillä osilla. Kuinka iso on liian iso? No tässä muutama nyrkkisääntö:
• mitä vaikeampi materiaali, sitä pienempi sen maksimikoko voi olla. Nylon (vaikea) voi olla vain noin 3,5″, kun taas ABS (helppo) voi olla noin 10″.
• matalammat taajuudet (15 kHz) vaativat suurempia työkaluja (10″). Korkeammat taajuudet (40 kHz) vaativat pienempiä työkaluja (2,5″)
Osageometria vaikuttaa kykyyn tuottaa puhtaita hitsejä. Ultraäänihitsaus toimii hyvin ohutseinäisillä osilla, pitkillä tukemattomilla seinillä ja sisäisillä hitseillä. Monimutkaiset geometriat ja syvät ääriviivat eivät sovellu hyvin ultraäänihitsaukseen.
osien välistä rajapintaa suunniteltaessa on tärkeää lisätä energiajohtaja. Energiajohtaja pyrkii keskittämään sarvesta tulevan energian nopeaan sulamiseen. Se on tyypillisesti kolmion muotoinen profiili sijaitsee keskellä seinää, käynnissä pituus seinään. Energiaohjaajan sijoittaminen sarvea koskettavaan osaan on suositeltavaa. Hyvä lähtökohta on 60-90 asteen kulma, jonka korkeus on 1/8 seinämän paksuudesta. Nyrkkisääntö tarvittavalle toimilaitteen voimalle on 1 lbf jokaista lineaarista energiaohjausmillimetriä kohti. Suunnittelu osien tulisi sisältää ominaisuuksia, jotka auttavat yhdenmukaistaa niitä. Nämä ehdotukset ovat vain lähtökohta, ja niitä pitäisi arvioida sovellusinsinöörin kanssa. Kokeiltu ja todellinen empiiristen tietojen joukko yhdessä vakiintuneiden hitsausmenetelmien kanssa ovat avain onnistuneeseen projektiin.
edut
ultraäänihitsaus tarjoaa monia etuja vaihtoehtoisiin menetelmiin verrattuna:
• lujat hitsit
• ei kulutustarvikkeita—ei kiinnikkeitä tai liimoja
• nopea—ei kovettumista tai kuivaa aikaa. Hitsit alle sekunnissa.
• Easily automated
• Clean and precise
• No ventilation needed
• Can vibrate contaminates out of packaging seals
• Provides tamper-proof hermetic seals
• Low power consumption—works in short bursts
• Great for volatile or heat sensitive products
• Uses standard electrical power (115V @ 60Hz)
• Vakiintunutta tekniikkaa, jossa on paljon vaihtoehtoja laitteiden suhteen
• suhteellisen alhaiset pääomalaitteiden kustannukset
rajoitukset ja haitat.
tässä muutamia rajoituksia, jotka tulee huomioida ultraäänihitsausta arvioitaessa: