mi az Ultrahangos hegesztés, és ez jobb nekem?
a műanyag alkatrészek csatlakoztatásának módjainak vizsgálatakor szinte biztosan olyan folyamatra támaszkodik, amely az alábbi kategóriák egyikébe tartozik: mechanikus, ragasztók vagy hegesztés. A mechanikus folyamatok, például a bepattanó illesztés, A csavarok vagy a szegecsek nagyszerűek, ha a terméket élettartama alatt szétszerelni kell, vagy ha a terméket kis mennyiségben futtatják. Az olyan ragasztók, mint a ragasztó, tartósabb kötést alkotnak, és kiválóan tapadnak két különböző anyaghoz. A műanyag hegesztési folyamatok állandó jellegűek, nincsenek fogyóeszközök, és a hő és a nyomás kombinációját használják az alkatrészek összeolvasztására. A gyártási módszerek értékelésekor nem szabad figyelmen kívül hagyni egy adott hegesztési módszert: Ultrahangos hegesztés.
mi az ultrahangos hegesztés?
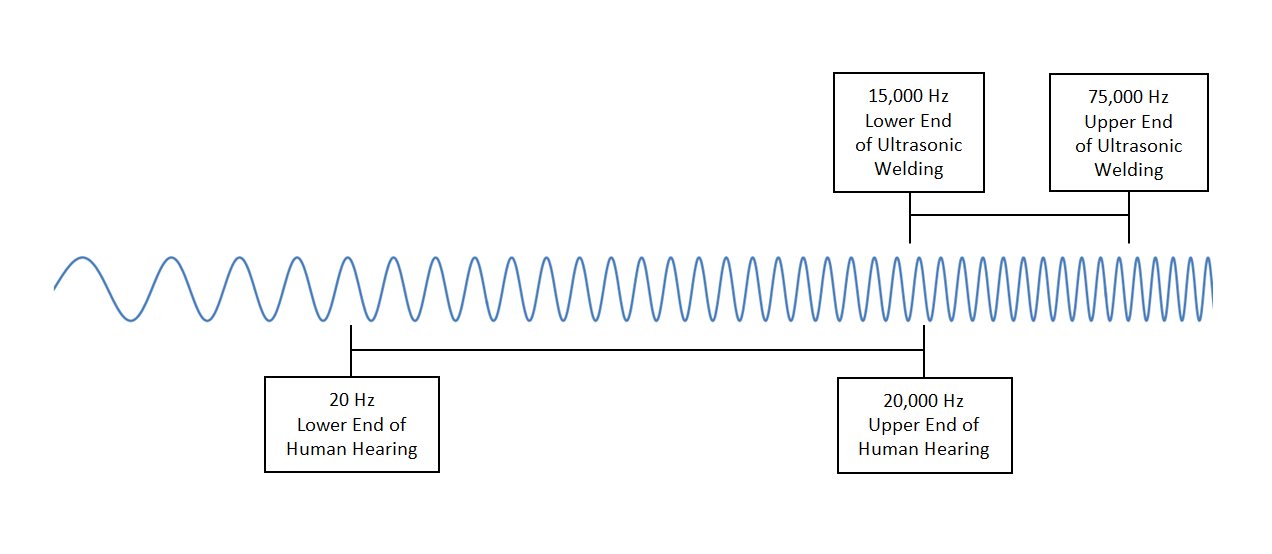
egyszerűen fogalmazva, Ultrahangos hegesztés használ nagyfrekvenciás rezgések hő és kötés két rész, amelyek megható nyomás alatt. Ezek a magas frekvenciájú rezgések a legtöbb esetben meghaladják az emberi hallás határát. Az emberi hallás tartománya 20 Hz-től 20 kHz-ig terjed, míg ezekben a hegesztőkben alkalmazott ultrahangos frekvenciák általában 15 kHz-től 75 kHz-ig terjednek. A technikát a 60-as években szabadalmaztatták, és először a játékiparban használták. Azóta a technológia tovább fejlődik, és olyan iparágakban használják, mint az orvostudomány, az elektronika, a csomagolás és az autóipar. Az ultrahangos hegesztés műanyagokhoz, valamint fémekhez is használható, de ez a cikk elsősorban a műanyag hegesztésre összpontosít. Az ultrahangos hegesztés jobb megértése érdekében vizsgáljuk meg a hegesztő alkatrészeit.
tápegység. Minden Ultrahangos hegesztő tápegységgel kezdődik. A tápegységet néha frekvenciagenerátornak nevezik, mert normál elektromos energiát (általában 115V) vesz igénybe 60 Hz-en, és másodpercenként körülbelül 20 kHz vagy 20 000 ciklus működési frekvenciára alakítja át. Az általánosan elérhető egyéb kimeneti frekvenciák 15-70 kHz között vannak. Ezt a nagyfrekvenciás áramot ezután egy speciális kábelen keresztül továbbítják az ultrahangos verembe.
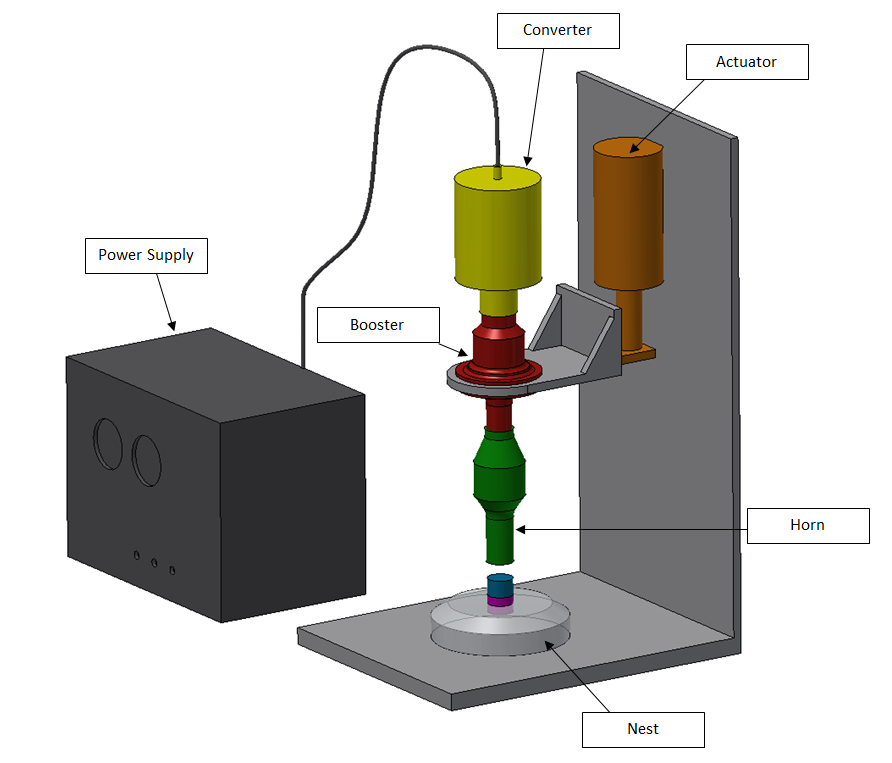
ultrahangos verem. A verem nem egy dolog, hanem a három alapvető összetevő kombinációja:  A konverter, az emlékeztető és a hegesztési kürt. Egy műanyag hegesztőben az ultrahangos verem függőlegesen van igazítva, és a támogatott oszlopban hegesztett alkatrészek felett helyezkedik el.
A konverter, az emlékeztető és a hegesztési kürt. Egy műanyag hegesztőben az ultrahangos verem függőlegesen van igazítva, és a támogatott oszlopban hegesztett alkatrészek felett helyezkedik el.
átalakító. A konverter egy piezoelektromos átalakító, amely nagyfrekvenciás áramot táplál a tápegységből, és ugyanazon a frekvencián bocsátja ki a mechanikai rezgéseket. A konverter a piezoelektromos hatás segítségével működik-gondolja a kvarcórákat. Összefoglalva, a piezoelektromos hatás akkor fordul elő, amikor egy mechanikai deformáció (alakváltozás a nyomás miatt) bekövetkezik egy jelölt anyagnál, amely viszont elektromos töltést generál. A piezoelektromos hatás fordítva is működik. Ha elektromos mezőt alkalmaznak az anyagra, akkor megváltozik az alakja. Az ultrahangos átalakítókban található piezoelektromos átalakítók sok piezoelektromos kerámia lemezből állnak, amelyeket mindkét oldalon fémlemezek borítanak. Ezeket mind nyomás alatt tárolják egy titán hengerben. A tápegység nagyfrekvenciás áramot küld erre a készülékre, gyorsan változó elektromos mezőket generálva. Ezek a gyorsan változó elektromos mezők gyorsan megváltoztatják a piezoelektromos anyag alakját, ami nagyfrekvenciás rezgéseket eredményez. A titánhenger segít továbbítani ezt a rezgést az emlékeztetőnek.
emlékeztető. Az emlékeztető a konverter reaktív összetevője, amely segít a rezgés erősítésében vagy csillapításában. Az átalakítóból érkező rezgések hozzávetőleges amplitúdója (nulla-csúcs) 8 mikrométer (a vörösvérsejt átmérője). Ennek az amplitúdónak gyakran meg kell változnia, hogy sikeresen továbbítsa a szükséges energiát a hegesztett kötéshez. Az emlékeztető növeli vagy csökkenti a rezgés amplitúdóját egy adott arányban. Ezt az arányt a nyomásfokozó geometriája és tömegeloszlása határozza meg—mindegyiket pontosan úgy tervezték meg, hogy elérje ezt az arányt. Például a kürt közelében nagyobb tömegű erősítők csökkentik a kimeneti amplitúdót. A tipikus emlékeztető arányok 1:0,6 (amplitúdó csökkenése) és 1: 2,0 (kettős amplitúdó), és általában titánból vagy alumíniumból készülnek. Az arány “nyereségként” is kifejezhető, ahol a nyereség megegyezik a kimeneti amplitúdóval osztva a bemeneti amplitúdóval. Az emlékeztető nem az egyetlen eleme a veremnek, amely megváltoztathatja az akusztikus hullámok amplitúdóját.
kürt vagy Sonotrode. A kürtöt néha gyakrabban a sonotrode az Egyesült Államokon kívül. A kürt rezgéseket kap az erősítőtől, és tovább erősíti vagy gyengíti az akusztikus hullámok amplitúdóját. A kürt felelős azért is, hogy ezeket a rezgéseket a közvetlen érintkezéssel hegesztett alkatrészekre alkalmazza. Egy műanyag hegesztőben a kürt és az emlékeztető tengelyirányban rezeg a tápegység által beállított működési frekvencián. A kürt érintkezik a felső műanyag darabbal, és ezeket a rezgéseket merőlegesen alkalmazza az alkatrész felületére. Ezzel szemben a fémhegesztő szarvak vízszintesen helyezkednek el, a rezgéseket az alkatrészek felületével párhuzamosan alkalmazzák. A kürt egyedülállóan úgy van kialakítva, hogy rezegjen, végei mindig ellentétes irányban mozognak, miközben a kürt középpontja a helyén marad. Ha megszorozzuk a konverter kimeneti amplitúdóját az emlékeztető erősítésével és a kürt erősítésével, megtalálhatjuk a verem effektív kimeneti amplitúdóját, amelyet az alkatrészre alkalmazunk. Titán az anyag a választás kürt építése miatt a mechanikai tulajdonságok, mint a nagy fáradtság szilárdság és keménység, de gazdaságos alumínium és acél szarvak is léteznek a megfelelő alkalmazás. Sok kürt alakú van, amelyek mindegyikének megvan a maga egyedi alkalmazása, és egyedi szarvak készíthetők speciális alkalmazásokhoz. Például egy kör alakú kürt akkor hasznos, ha az alkatrészeket kerületükön kell hegeszteni. Mielőtt egy kürt alkalmazhatja a rezgést a munkadarabra, először le kell engedni a helyére.
működtető. A hajtómű felelős a köteg leengedéséért a hegesztendő alkatrészekre. A kívánt alkalmazásnak megfelelő erőt is alkalmaznia kell. Az Ultrahangos hegesztő működtetők általában pneumatikus vagy elektromos hajtásúak, és hegesztési erőt biztosítanak 50-750 Font tartományban. A fém ultrahangos hegesztőben használt működtetők a hidraulika által vezérelt, és több erőt láthatnak. A pontos erőt a hegesztett alkatrészek kialakítása alapján határozzák meg.
Fészek vagy Üllő. Általában két alkatrészt hegesztenek össze-a felső felét és az alsó felét. Az alsó fele egy fészeknek nevezett lámpatestben ül. A fészek a rezgéseket a két rész közötti interfészre irányítja. Ha az alsó részt tartó szerelvény laposabb, akkor üllőnek lehet nevezni. Hosszú varratok hegesztésekor egyes gépeknek van egy mobil üllője, amely az alkatrészt mozgatja, miközben a hegesztőt a helyén tartja.
az ultrahangos hegesztési folyamat.Most, hogy ismeri az Ultrahangos hegesztő fő összetevőit, itt az ideje megérteni, hogyan működik egy tipikus hegesztési ciklus:
az első lépés az alkatrészek kézi vagy automatizálással történő betöltése a fészekbe—az automatizálást nagy térfogatú futásokban használják. Ezután a hegesztő vezérlése négy üzemmód egyikében fog működni:
hegesztési idő. A hegesztési idő meghatározott ideig futtatja a hegesztési sorrendet. Évek óta ez a hegesztés szokásos módja. Ennek a folyamatnak az a hátránya, hogy nyílt hurkú rendszer (nincs visszacsatolás). A szigorú minőségi követelmények megjelenésével az olyan iparágakban, mint az orvostudomány, a hegesztési idő szerinti módszer nem mindig képes a szükséges konzisztencia szintjére. Ha az egyik rész a következőtől kissé eltér, akkor nincs visszajelzés a különbségek figyelembevételére. Ez eltéréseket eredményez a hegesztés minőségében és az alkatrészek Általános jellemzőiben. Az új érzékelők és a fejlett kezelőszervek hozzáférhetőbbé válásával jobb hegesztési módokat fejlesztettek ki.
teljes energia. A sikeres hegesztés egyik elmélete az, hogy egy adott alkatrészhez bizonyos mennyiségű energiát kell alkalmazni az alkatrészek felületére a kielégítő hegesztés előállításához. A teljes energia üzemmód a hegesztő által felhasznált teljesítmény mérésével és a hegesztés időtartamának beállításával működik folyamat a kívánt energiabevitel eléréséhez (teljesítmény x idő = energia). Ez a módszer, bár elméletileg jó, nehéz megjósolni a hegesztésre alkalmazott tényleges energiát a gép veszteségei miatt (pl.
folyamat a kívánt energiabevitel eléréséhez (teljesítmény x idő = energia). Ez a módszer, bár elméletileg jó, nehéz megjósolni a hegesztésre alkalmazott tényleges energiát a gép veszteségei miatt (pl.
Összecsukás (relatív) távolság. Lineáris kódoló segítségével a vezérlés meg tudja mérni azt a távolságot, amelyet a kürt a hegesztés során a felső részt az alsó részbe meríti. A mérés akkor kezdődik, amikor a kürt először érintkezik a felső résszel (amikor a működtető leereszkedik), és egy előre beállított távolság elérése után ér véget. Ez az előre beállított távolság egy összeomlási távolság-az az összeg, amellyel a két rész közötti interfész megolvad. Ez a módszer sok esetben az előnyben részesített módszer, mivel pontosan szabályozhatja a hegesztési mélységet.
abszolút távolság. Ha a hegesztett alkatrész teljes méretei kritikusak, akkor az előnyben részesített módszer az “abszolút távolság”. Lineáris kódoló segítségével a hegesztő addig folytatja a hegesztési ciklust, amíg el nem ér egy adott teljes alkatrészméretet (általában a teljes magasságot). A teljes energia, az összeomlási távolság és az abszolút távolság módszerek mind visszacsatolási hurkokat tartalmaznak, így zárt hurkú rendszerekké válnak.
a vezérlési mód kiválasztása után a működtető lenyomja a veremet. A kürt végül érintkezik a felső rész és a terhelés kerül alkalmazásra. Eközben a tápegység áramot biztosít a konverternek, amely nagyfrekvenciás rezgést bocsát ki az erősítőn és a kürtön keresztül. A kürt ezt az ultrahangos hullámot alkalmazza a hegesztett alkatrészekre. Az egyik alkatrésznek általában van egy energiaigazgatója az interfészen. Az energiaigazgató egy kis öntött gerinc, amelynek magassága alig 1 milliméter, oldala 60-90 fok. A rezgések és a súrlódás miatt az energiaigazgató megolvad, és molekuláris kötést hoz létre a másik rész felületével. A hegesztési idő általában kevesebb, mint egy másodpercet vesz igénybe, amely után a hegesztést gyorsan lehűtik, mivel az olvadási hőmérsékletek az alkatrészek felületén lokalizálódnak. Nincs gyógyulási idő sem. Ezt követően a hajtómű teljesen visszahúzódik, és az alkatrészek kézzel vagy automatizálással eltávolíthatók.
legjobb tervezési gyakorlatok.
az ultrahangos hegesztés mint gyártási módszer értékelésekor fontos szem előtt tartani, hogy egyes műanyagok jobban hegesztenek, mint mások.
• kémiai és vékony természetük miatt a hőre lágyuló filmek és szövetek ultrahangos módszerekkel könnyen hegeszthetők.
* az Amorf hőre lágyuló műanyagok (például az ABS) szintén ideális jelöltek.
* a Félkristályos hőre lágyuló műanyagok (például a nejlon) nehezebbnek bizonyulnak, de megtehetők.
• a hőre lágyuló elasztomerek viszont nagyon rossz jelöltek az ultrahangos hegesztéshez, és általában nem ajánlottak.
a különböző anyagok különböző amplitúdótartományokkal rendelkeznek a hatékony hegesztéshez. Az ultrahangos hegesztők legtöbb szállítója referenciabeállításokat kínál különböző anyagokhoz. Két különböző műanyag hegesztése érhető el, ha a beállítások nem túl eltérőek.
Az alkatrészek mérete szintén fontos tényező. Az ultrahangos hegesztés kis alkatrészekkel kiváló. Milyen nagy a túl nagy? Nos, itt van néhány ökölszabály:
• * minél nehezebb az anyag, annál kisebb lehet A maximális méret. A Nylon (nehéz) csak körülbelül 3,5″ lehet, míg az ABS (könnyű) körülbelül 10″lehet. • * Az alacsonyabb frekvenciák (15 kHz) nagyobb szerszámokat igényelnek (10″). A magasabb frekvenciák (40 kHz) kisebb szerszámokat igényelnek (2,5″)
A részgeometria befolyásolja a tiszta hegesztések előállításának képességét. Az ultrahangos hegesztés jól működik vékony falú részekkel, hosszú, nem támogatott falakkal és belső hegesztésekkel. A komplex geometriák és a mély kontúrok nem alkalmasak ultrahangos hegesztésre.
Az alkatrészek közötti interfész tervezésekor fontos, hogy adjunk hozzá egy energiaigazgatót. Az energiaigazgató azon dolgozik, hogy koncentrálja az energiát a kürtből, hogy gyors olvadást kezdeményezzen. Ez általában egy háromszög alakú profil, amely a fal közepén helyezkedik el, a fal hosszában fut. Javasoljuk, hogy az energiaigazgatót a kürtöt érintő részre helyezze. A jó kiindulási pont 60-90 fokos szög, amelynek magassága megegyezik a falvastagság 1/8-ával. A szükséges működtető erő ökölszabálya 1 lbf minden lineáris milliméterre energia igazgató. Az alkatrészek kialakításának olyan funkciókat kell tartalmaznia, amelyek segítenek összehangolni őket. Ezek a javaslatok csupán egy kiindulási pont, és ki kell értékelni egy alkalmazás mérnök. Az empirikus adatok kipróbált halmaza, valamint a bevett hegesztési eljárások kulcsfontosságúak a sikeres projekthez.
előnyök
az Ultrahangos hegesztés számos előnnyel jár az alternatív módszerekkel szemben:
* nagy szilárdságú hegesztések
• nincs fogyóeszköz—nincs kötőelem vagy ragasztó
• gyors—nincs kúra vagy száraz idő. Hegesztés kevesebb, mint egy másodperc alatt.
• Easily automated
• Clean and precise
• No ventilation needed
• Can vibrate contaminates out of packaging seals
• Provides tamper-proof hermetic seals
• Low power consumption—works in short bursts
• Great for volatile or heat sensitive products
• Uses standard electrical power (115V @ 60Hz)
• Megalapozott technológia, sok választási lehetőséggel a berendezésekben
• viszonylag alacsony tőkeköltségek
korlátozások és hátrányok.
íme néhány korlátozás, hogy tisztában legyenek értékelésekor Ultrahangos hegesztés: