hva Er Ultralydsveising og Er Det Riktig for Meg?
når du undersøker måter å bli med i plastdeler, vil du nesten helt sikkert avgjøre en prosess som faller inn under en av disse kategoriene: mekanisk, lim eller sveising. Mekaniske prosesser som snap-fit, skruer eller nagler er gode hvis produktet må demonteres i løpet av levetiden eller hvis produktet skal kjøres i lavt volum. Lim som lim danner en mer permanent binding og utmerker seg ved å følge to forskjellige materialer. Plast sveiseprosesser er permanente i naturen, har ingen forbruksvarer, og bruker en kombinasjon av varme og trykk for å smelte delene sammen. En spesiell sveisemetode bør ikke overses når man vurderer produksjonsmetoder: ultralydsveising.
hva er ultralydsveising?
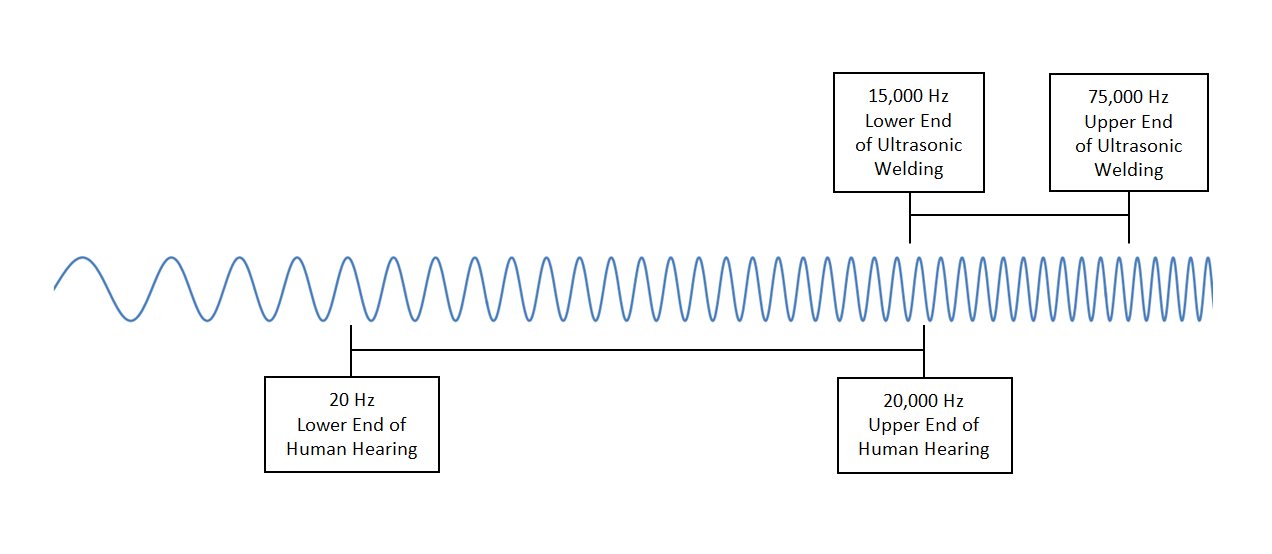
enkelt sagt bruker ultralydsveising høyfrekvente vibrasjoner for å varme og binde to deler som berører under trykk. Disse høyfrekvente vibrasjonene overskrider grensen for menneskelig hørsel i de fleste tilfeller. Utvalget av menneskelig hørsel er fra 20 Hz til 20 kHz, mens ultralydfrekvenser som brukes i disse sveisere vanligvis varierer fra 15 kHz til 75 kHz. Teknikken ble patentert på 60-tallet og ble først brukt i leketøyindustrien. Siden da fortsetter teknologien å utvikle seg og brukes i bransjer som medisinsk, elektronikk, emballasje og bilindustri. Ultralydsveising kan brukes til plast og metaller, men denne artikkelen vil primært fokusere på plastsveising. For bedre å forstå ultralydsveising, la oss undersøke komponentene til en sveiser.
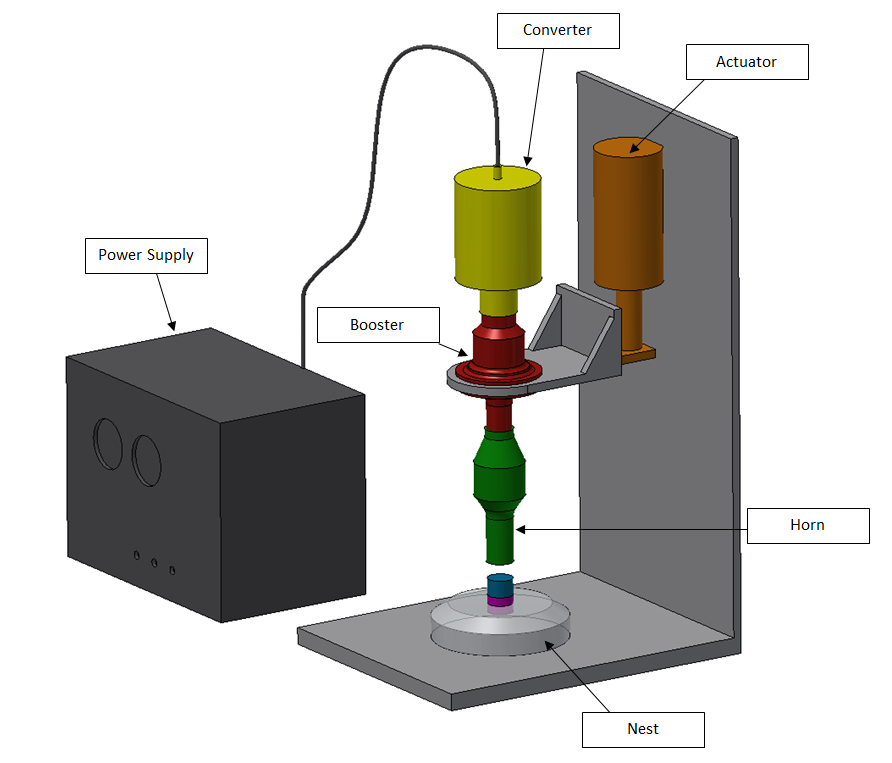
Strømforsyning. Hver ultralyd sveiser starter med en strømforsyning. Strømforsyningen blir noen ganger referert til som frekvensgeneratoren fordi den tar standard elektrisk kraft (vanligvis 115v) ved 60 Hz og konverterer den til driftsfrekvensen på omtrent 20 kHz eller 20.000 sykluser per sekund. Andre utgangsfrekvenser som vanligvis er tilgjengelige, varierer fra 15-70 kHz. Denne høyfrekvente strømmen sendes deretter gjennom en spesiell kabel til ultralydstakken.
Ultralyd Stack. Stakken er ikke en ting, men heller kombinasjonen av tre kjernekomponenter:  omformeren, booster og sveisehorn. I en plastsveiser er ultralydstakken justert vertikalt og sitter over delene som sveises i en støttet kolonne.
omformeren, booster og sveisehorn. I en plastsveiser er ultralydstakken justert vertikalt og sitter over delene som sveises i en støttet kolonne.
Omformer. Omformeren er en piezoelektrisk transduser som mates høyfrekvent strøm fra strømforsyningen og utganger mekaniske vibrasjoner på samme frekvens. Omformeren fungerer ved hjelp av den piezoelektriske effekten-tenk kvarts klokker. I sammendraget oppstår den piezoelektriske effekten når en mekanisk deformasjon (endring i form på grunn av trykk) oppstår til et kandidatmateriale som igjen vil generere en elektrisk ladning. Den piezoelektriske effekten fungerer også omvendt. Hvis et elektrisk felt påføres materialet, vil det forandre form. Piezoelektriske transdusere funnet i ultralydomformere består av mange piezoelektriske keramiske plater, dekket på hver side av metallplater. Disse er alle lagret under trykk i en titan sylinder. Strømforsyningen sender høyfrekvent strøm til denne enheten, og genererer raskt skiftende elektriske felt. Disse raskt skiftende elektriske feltene forårsaker en rask forandring i form av det piezoelektriske materialet, noe som resulterer i høyfrekvente vibrasjoner. Titan sylinderen bidrar til å overføre denne vibrasjonen til booster.
Booster. Booster er en reaktiv komponent til omformeren og bidrar til å forsterke eller dempe vibrasjonen. Vibrasjonene som kommer fra omformeren har en omtrentlig amplitude (null til topp) på 8 mikrometer (diameteren av en rød blodcelle). Denne amplitude må ofte endres for å overføre den nødvendige energien til sveiset ledd. Booster øker eller reduserer
amplituden til vibrasjonen med et bestemt forhold. Dette forholdet bestemmes av geometrien og massefordelingen av boosteren—som hver er nøyaktig konstruert for å oppnå dette forholdet. For eksempel reduserer boosters med mer masse nær hornet utgangsamplituden. Typiske boosterforhold er 1: 0,6 (reduserer amplitude) og 1: 2,0 (dobbel amplitude) og er vanligvis laget av titan eller aluminium. Forholdet kan også uttrykkes som en «gevinst», hvor gevinsten er lik utgangsamplituden dividert med inngangsamplituden. Booster er ikke den eneste komponenten i stabelen som kan endre amplituden til akustiske bølger.
Horn Eller Sonotrode. Hornet er noen ganger mer ofte referert til som en sonotrode utenfor Usa. Hornet mottar vibrasjoner fra booster og forsterker eller demper amplituden til de akustiske bølgene ytterligere. Hornet er også ansvarlig for å påføre disse vibrasjonene på delene som sveises ved direkte kontakt. I en plastsveiser vibrerer hornet og boosteren aksialt ved driftsfrekvensen som er satt av strømforsyningen. Hornet kontakter det øverste plaststykket og bruker disse vibrasjonene vinkelrett på overflaten av delen. I kontrast lå metallsveiserhorn horisontalt, og vibrasjonene påføres parallelt med delens overflate. Hornet er unikt konstruert for å vibrere med endene beveger seg i motsatt retning til alle tider mens hornet sentrum holder seg på plass. Ved å multiplisere omformerens utgangsamplitude ved forsterkningen av booster og ved forsterkningen av hornet, kan du finne stabelens effektive utgangsamplitude påført delen. Titan er det valgte materialet for hornkonstruksjon på grunn av dets mekaniske egenskaper som høy utmattelsesstyrke og hardhet, men økonomiske aluminium-og stålhorn finnes også for riktig bruk. Det er mengder hornformer som hver har sin egen unike applikasjon, og tilpassede horn kan gjøres for spesielle applikasjoner. Et sirkulært horn er for eksempel nyttig når delene skal sveises på omkretsen. Før et horn kan påføre vibrasjonen på arbeidsstykket, må det først senkes på plass.
Aktuator. Aktuatoren er ansvarlig for å senke stabelen på delene som skal sveises. Det må også bruke en kraft som er i samsvar med ønsket søknad. Ultrasoniske sveiseaktuatorer er typisk pneumatiske eller elektriske drevne og gir en sveisekraft i området 50-750 lbs. Aktuatorer som brukes i metall ultralyd sveiser kan ved drevet av hydraulikk og se mer kraft. Den nøyaktige kraften vil bli bestemt ut fra utformingen av delene som sveises.
Nest eller Ambolt. Det er vanligvis to deler som sveises sammen-en øvre halvdel og en nedre halvdel. Den nedre halvdelen sitter i en armatur referert til som et rede. Resten vil lede vibrasjonene til grensesnittet mellom de to delene. Når ligaen holder den nedre delen er mer flat, kan det bli referert til som en ambolt. Ved sveising av lange sømmer har noen maskiner en mobil ambolt som beveger delen sammen mens sveiseren holdes på plass.
Ultralyd Sveiseprosessen.Nå som du kjenner hovedkomponentene i en ultralydsveiser, er det på tide å forstå hvordan en typisk sveisesyklus fungerer: Det første trinnet er å laste delene inn i reiret for hånd eller ved automatisering—automatisering brukes i høyt volumløp. Neste kontrollene av sveiseren vil kjøre i en av fire moduser:
Sveise-by-time. Weld-by-time vil kjore sveisesekvensen i en bestemt tidsperiode. I årevis har dette vært en standard måte å sveise på. Ulempen med denne prosessen er at det er et åpent system (ingen tilbakemelding). Med bruk av strenge kvalitetskrav i bransjer som medisinsk, sveise-by-time metoden kan ikke alltid produsere nivået av konsistens som kreves. Hvis en del varierer fra neste aldri så litt, er det ingen tilbakemelding for å ta hensyn til forskjeller. Dette resulterer i variasjoner i sveisekvalitet og generelle delegenskaper. Med nye sensorer og avanserte kontroller blir mer tilgjengelig, har bedre sveisemoduser blitt utviklet.
Total Energi. En teori for vellykket sveising er at for en gitt del må det påføres en viss mengde energi på delenes grensesnitt for å produsere en tilfredsstillende sveising. Total energimodus fungerer ved å måle sveiserens strømforbruk og justere sveisens varighet  prosess for å oppnå ønsket energiinngang(strøm x tid = energi). Denne metoden, selv om den er god i teorien, er vanskelig å forutsi den faktiske energien som påføres sveisen på grunn av tap i maskinen(f. eks.
prosess for å oppnå ønsket energiinngang(strøm x tid = energi). Denne metoden, selv om den er god i teorien, er vanskelig å forutsi den faktiske energien som påføres sveisen på grunn av tap i maskinen(f. eks.
Skjul (Relativ) Avstand. Ved hjelp av en lineær koder kan kontrollen måle avstanden hornet kaster toppdelen inn i bunndelen under en sveis. Målingen starter når hornet har innledende kontakt med toppdelen (når aktuatoren senker) og slutter etter at en forhåndsinnstilt avstand er oppnådd. Denne forhåndsinnstilte avstanden er en kollaps avstand-mengden som grensesnittet mellom de to delene smelter. Denne metoden er den foretrukne metoden i mange situasjoner fordi du nøyaktig kan kontrollere sveisedybden.
Absolutt Avstand. Når de overordnede dimensjonene til delen som sveises er kritiske, er den foretrukne metoden «absolutt avstand». Ved hjelp av en lineær encoder vil sveiseren fortsette sveisesyklusen til en bestemt totaldimensjon er oppnådd (typisk total høyde). Den totale energi, kollaps avstand, og absolutt avstand metoder alle innlemme feedback looper gjør dem lukket-loop systemer.
etter at kontrollmodus er valgt, trykker aktuatoren ned stabelen. Hornet tar til slutt kontakt med toppdelen og en last påføres. I mellomtiden gir strømforsyningen en strøm til omformeren som gir en høyfrekvent vibrasjon gjennom booster og horn. Hornet bruker denne ultralydbølgen til delene som sveises. En av delene har vanligvis en energidirektør ved grensesnittet. En energidirektør er en liten støpt ås med en høyde like under 1 millimeter og sider ved 60-90 grader. På grunn av vibrasjoner og friksjon vil energidirektøren smelte og skape en molekylær binding med den andre delens overflate. Sveisetiden tar vanligvis mindre enn et sekund, hvorpå sveisen raskt avkjøles på grunn av smeltetemperaturer som holder seg lokalisert til delenes grensesnitt. Det er heller ingen kurstid. Etterpå er aktuatoren helt tilbaketrukket og delene kan fjernes for hånd eller automatisering.
Beste Designpraksis.
når du vurderer ultralydsveising som en fabrikasjonsmetode, er det viktig å huske på at noen plast sveiser bedre enn andre.• på grunn av deres kjemi og tynne natur sveiser termoplastiske filmer og stoffer lett med ultralydsmetoder.* Amorf termoplast (SOM ABS) er også ideelle kandidater• * Semi-krystallinsk termoplast (som nylon) bevise vanskeligere, men kan gjøres• * Termoplastiske elastomerer derimot er svært dårlige kandidater for ultralydsveising og anbefales generelt ikke.
Ulike materialer har forskjellige amplitudeområder som er nødvendige for en effektiv sveis. De fleste leverandører av ultralydsveisere kan levere referanseinnstillinger for ulike materialer. Sveising av to forskjellige plast kan oppnås hvis innstillingene ikke er så forskjellige.
størrelsen på deler er også en viktig faktor. Ultralydsveising utmerker seg med små deler. Hvor stor er for stor? Vel her er noen tommelfingerregler:
* jo vanskeligere materialet, jo mindre er det maks størrelse kan være. Nylon (vanskelig) kan bare være ca 3,5″, MENS ABS (lett) kan være ca 10″.
• Lavere frekvenser (15 kHz) krever større verktøy (10″). Høyere frekvenser (40 kHz) krever mindre verktøy (2,5″)
Del geometri påvirker evnen til å produsere rene sveiser. Ultralydsveising fungerer godt med tynne vegger, lange ikke-støttede vegger og interne sveiser. Komplekse geometrier og dype konturer er ikke godt egnet for ultralydsveising.
når du designer grensesnittet mellom delene, er det viktig å legge til en energidirektør. En energidirektør arbeider for å konsentrere energien fra hornet for å starte en rask smelte. Det er vanligvis en trekantet profil plassert på midten av veggen, kjører lengden av veggen. Det anbefales å plassere energidirektøren på den delen som berører hornet. Et godt utgangspunkt er en vinkel på 60-90 grader med en høyde lik 1/8 av veggtykkelsen. En tommelfingerregel for den nødvendige aktuatorkraften er 1 lbf for hver lineær millimeter energidirektør. Utformingen av delene bør inneholde funksjoner som hjelper justere dem. Disse forslagene er bare et utgangspunkt og bør vurderes med en applikasjonsingeniør. Et prøvd og sann sett med empiriske data sammen med etablerte sveiseprosedyrer er nøklene til et vellykket prosjekt.
Fordeler
Ultralydsveising gir mange fordeler fremfor alternative metoder:
• høy styrke sveiser
• ingen forbruksvarer-ingen festemidler eller lim
• Rask—ingen kur eller tørr tid. Sveiser på mindre enn et sekund.
• Easily automated
• Clean and precise
• No ventilation needed
• Can vibrate contaminates out of packaging seals
• Provides tamper-proof hermetic seals
• Low power consumption—works in short bursts
• Great for volatile or heat sensitive products
• Uses standard electrical power (115V @ 60Hz)
• Etablert teknologi med mange valg i utstyr
* Relativt lav kapital utstyrskostnader
Begrensninger og Ulemper.
her er noen begrensninger å være klar over når du vurderer ultralydsveising: