o Que é de Soldadura ultra-Sônica e é Certo para Mim?
ao investigar formas de unir peças de plástico, você quase certamente vai se estabelecer em um processo que se insere em uma dessas categorias: mecânica, adesivos, ou soldagem. Processos mecânicos, tais como encaixe, parafusos ou rebites são grandes se o produto precisa ser desmontado durante a sua vida útil ou se o produto será executado em baixo volume. Adesivos como cola formam uma ligação mais permanente e sobressaem-se na aderência de dois materiais diferentes. Processos de soldagem de plástico são permanentes na natureza, não têm consumíveis, e usar uma combinação de calor e pressão para fundir as peças. Um método de soldadura específico não deve ser ignorado na avaliação dos métodos de fabrico: a soldadura por ultra-sons.
O que é a soldadura ultrassónica?
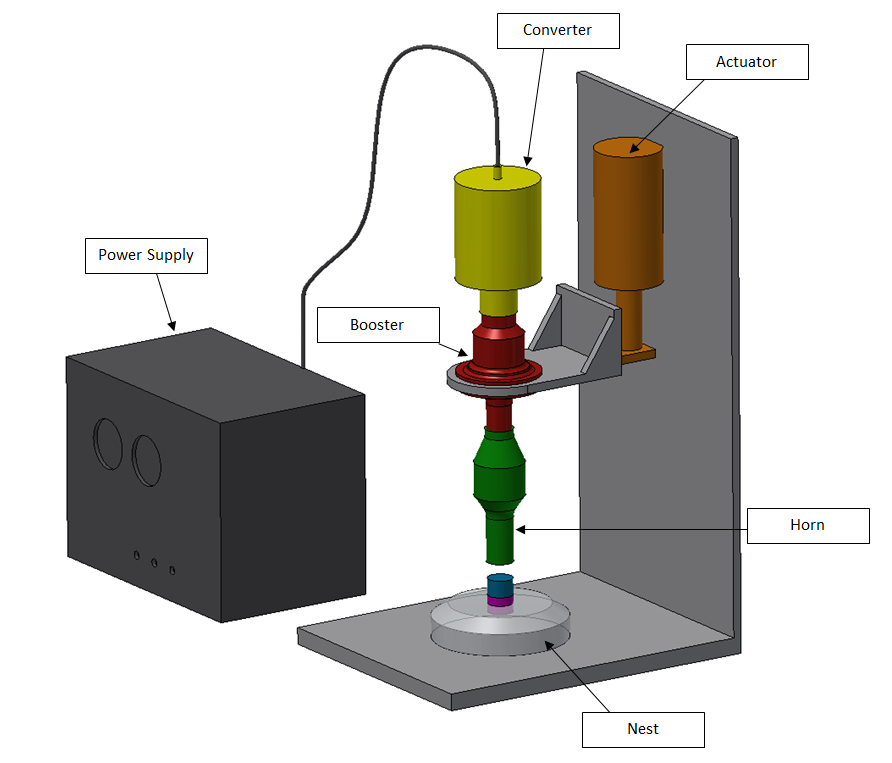
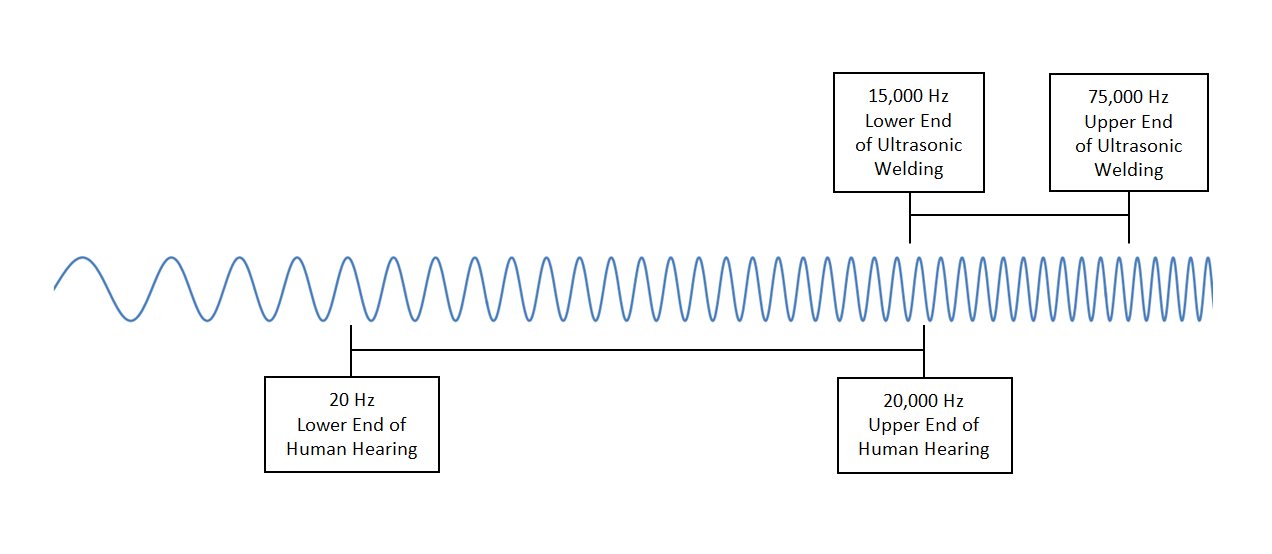
em termos simples, a solda ultrassónica utiliza vibrações de alta frequência para aquecer e ligar duas partes que se tocam sob pressão. Estas vibrações de alta frequência excedem o limite da audição humana na maioria dos casos. A gama de audição humana é de 20 Hz a 20 kHz, enquanto as frequências ultrassônicas utilizadas nestes soldadores tipicamente variam de 15 kHz a 75 kHz. A técnica foi patenteada nos anos 60 e utilizada pela primeira vez na indústria de brinquedos. Desde então, a tecnologia continua a avançar e é usada em indústrias como médica, eletrônica, embalagem e automotiva. A solda ultrassônica pode ser usada para plásticos, bem como metais, mas este artigo vai se concentrar principalmente na soldagem de plástico. Para entender melhor a solda ultrassônica vamos examinar os componentes de um soldador.fonte de alimentação. Cada soldador ultrassónico começa com uma fonte de alimentação. A fonte de alimentação é, por vezes, referida como o gerador de frequência, porque toma a energia elétrica padrão (geralmente 115V) a 60 Hz e converte-a para a frequência de funcionamento de aproximadamente 20 kHz ou 20.000 ciclos por segundo. Outras frequências de saída geralmente disponíveis variam de 15-70 kHz. Esta corrente de alta frequência é então enviada através de um cabo especial para a pilha ultrassônica.pilha ultrassónica. A pilha não é uma coisa, mas sim a combinação de três componentes principais:  o Conversor, booster e chifre de soldadura. Em um soldador de plástico, a pilha ultrassônica é alinhada verticalmente e senta-se acima das partes sendo soldadas em uma coluna suportada.Conversor
o Conversor, booster e chifre de soldadura. Em um soldador de plástico, a pilha ultrassônica é alinhada verticalmente e senta-se acima das partes sendo soldadas em uma coluna suportada.Conversor
. O conversor é um transdutor piezoelétrico que é alimentado corrente de alta frequência a partir da fonte de alimentação e produz vibrações mecânicas na mesma frequência. O conversor funciona por meio dos relógios de quartzo piezoelétricos. Em resumo, o efeito piezoelétrico ocorre quando uma deformação mecânica (mudança de forma devido à pressão) ocorre a um material candidato que, por sua vez, irá gerar uma carga elétrica. O efeito piezoelétrico também funciona ao contrário. Se um campo elétrico é aplicado ao material, ele vai mudar de forma. Transdutores piezoelétricos encontrados em conversores ultrassônicos são compostos de muitos discos cerâmicos piezoelétricos, cobertos em ambos os lados por Placas de metal. Estas são todas armazenadas sob pressão num cilindro de titânio. A fonte de alimentação envia corrente de alta frequência para este dispositivo, gerando campos elétricos em rápida mudança. Estes campos elétricos em rápida mudança causam uma rápida mudança na forma do material piezoelétrico, resultando em vibrações de alta frequência. O cilindro de titânio ajuda a transmitir esta vibração para o propulsor.
Booster. O reforço é um componente reactivo do conversor e ajuda a amplificar ou atenuar a vibração. As vibrações provenientes do conversor têm uma amplitude aproximada (zero-a-pico) de 8 micrômetros (o diâmetro de um hemograma vermelho). Esta amplitude deve muitas vezes mudar para transmitir com sucesso a energia necessária para a junta soldada. O reforço aumenta ou diminui a amplitude da vibração por uma razão específica. Esta razão é determinada pela geometria e distribuição da massa do booster—cada um dos quais é projetado com precisão para atingir essa razão. Por exemplo, os boosters com maior massa perto do chifre diminuem a amplitude de saída. As razões de reforço típicas são 1: 0.6 (diminui a amplitude) e 1: 2.0 (dupla amplitude) e são geralmente feitas de titânio ou alumínio. A razão também pode ser expressa como um” ganho”, onde o ganho é igual à amplitude de saída dividida pela amplitude de entrada. O reforço não é o único componente da pilha que pode alterar a amplitude das ondas Acústicas.chifre ou Sonotrode. O chifre é por vezes mais comumente referido como um sonotrode fora dos Estados Unidos. O chifre recebe vibrações do impulsionador e amplifica ou atenua a amplitude das ondas Acústicas. A buzina é também responsável pela aplicação destas vibrações às peças soldadas por contacto directo. Num soldador de plástico, a buzina e o propulsor vibram axialmente à frequência operacional definida pela fonte de alimentação. A buzina entra em contato com a peça de plástico superior e aplica estas vibrações perpendiculares à superfície da peça. Em contraste, os chifres soldadores de metal jazem na horizontal, e as vibrações são aplicadas paralelamente à superfície das partes. O chifre é projetado exclusivamente para vibrar com suas extremidades se movendo em direções opostas em todos os momentos, enquanto o centro do chifre permanece no lugar. Ao multiplicar a amplitude de saída do conversor pelo ganho do impulsionador e pelo ganho da buzina, você pode encontrar a amplitude de saída efetiva da pilha aplicada à peça. O titânio é o material de escolha para a construção de chifres devido às suas propriedades mecânicas, tais como alta resistência à fadiga e dureza, mas chifres econômicos de alumínio e aço também existem para a aplicação correta. Há multidões de formas de chifres que cada um tem sua própria aplicação única, e chifres personalizados podem ser feitos para aplicações especiais. Uma buzina circular, por exemplo, é útil quando as partes devem ser soldadas na sua circunferência. Antes de uma buzina poder aplicar a vibração à peça de trabalho, ela deve primeiro ser abaixada no lugar.actuador. O atuador é responsável por baixar a pilha sobre as peças a serem soldadas. Deve também aplicar uma força compatível com a aplicação pretendida. Os atuadores de solda ultrassônica são tipicamente pneumáticos ou elétricos e fornecem uma força de solda na gama de 50-750 lbs. Os actuadores utilizados no soldador ultrassónico metálico podem ser accionados pelo sistema hidráulico e ver mais força. A força exata será determinada com base no projeto das peças que estão sendo soldadas.ninho ou bigorna. Existem normalmente duas partes sendo soldadas juntas-uma metade superior e uma metade inferior. A metade inferior senta-se em uma estrutura referida como um ninho. O ninho direcionará as vibrações para a interface entre as duas partes. Quando o suporte que mantém a parte inferior é mais plano, pode ser referido como uma bigorna. Quando solda longas costuras, algumas máquinas têm uma bigorna móvel que move a peça ao longo, mantendo o soldador no lugar.processo de soldadura por ultra-sons.Agora que você conhece os principais componentes de um soldador ultrassônico, é hora de entender como um ciclo de soldagem típico funciona:
o primeiro passo é carregar as peças para o ninho à mão ou por Automação—Automação é usado em corridas de alto volume. Em seguida, os controles do soldador funcionarão em um dos quatro modos:
solda-a-tempo. Solda-a-tempo irá executar a sequência de solda por um determinado período de tempo. Durante anos, esta tem sido uma forma padrão de soldar. A desvantagem deste processo é que ele é um sistema de circuito aberto (sem feedback). Com o advento de rigorosos requisitos de qualidade em indústrias como a médica, o método de solda-a-tempo nem sempre pode produzir o nível de consistência exigido. Se uma parte varia tão ligeiramente da próxima, não há feedback para explicar as diferenças. Isto resulta em variações na qualidade da soldadura e nas características globais da peça. Com novos sensores e controles avançados tornando-se mais acessíveis, melhores modos de soldadura foram desenvolvidos.energia Total. Uma teoria para a soldagem bem sucedida é que para uma determinada parte, precisa haver uma certa quantidade de energia aplicada à interface das partes para produzir uma soldadura satisfatória. O modo energético Total funciona medindo a potência consumida pelo soldador e ajustando a duração da soldadura  processo para obter uma entrada de energia desejada (potência x tempo = energia). Este método, embora bom em teoria, é difícil prever a energia real aplicada à solda devido a perdas na máquina (ex: perda de energia para o dispositivo).distância de colapso (relativo). Usando um codificador linear, o controle pode medir a distância que o chifre mergulha a parte superior na parte inferior durante uma solda. A medição começa quando a buzina faz contato inicial com a parte superior (quando o atuador baixa) e termina após uma distância pré-definida é atingida. Esta distância pré-definida é uma distância de colapso – a quantidade pela qual a interface entre as duas partes derrete. Este método é o método preferido em muitas situações, porque você pode controlar com precisão a profundidade de soldadura.distância absoluta. Quando as dimensões globais da peça soldada são críticas, o método preferido é “distância absoluta”. Usando um codificador linear, o soldador vai continuar o ciclo de soldadura até que uma dimensão global específica da parte seja atingida (tipicamente altura total). A energia total, a distância de colapso, e os métodos de distância absoluta todos incorporam ciclos de realimentação, tornando-os sistemas de ciclo fechado.
processo para obter uma entrada de energia desejada (potência x tempo = energia). Este método, embora bom em teoria, é difícil prever a energia real aplicada à solda devido a perdas na máquina (ex: perda de energia para o dispositivo).distância de colapso (relativo). Usando um codificador linear, o controle pode medir a distância que o chifre mergulha a parte superior na parte inferior durante uma solda. A medição começa quando a buzina faz contato inicial com a parte superior (quando o atuador baixa) e termina após uma distância pré-definida é atingida. Esta distância pré-definida é uma distância de colapso – a quantidade pela qual a interface entre as duas partes derrete. Este método é o método preferido em muitas situações, porque você pode controlar com precisão a profundidade de soldadura.distância absoluta. Quando as dimensões globais da peça soldada são críticas, o método preferido é “distância absoluta”. Usando um codificador linear, o soldador vai continuar o ciclo de soldadura até que uma dimensão global específica da parte seja atingida (tipicamente altura total). A energia total, a distância de colapso, e os métodos de distância absoluta todos incorporam ciclos de realimentação, tornando-os sistemas de ciclo fechado.
Após a escolha do modo de controlo, o actuador deprime a pilha. A buzina eventualmente faz contato com a parte superior e uma carga é aplicada. Enquanto isso, a fonte de alimentação fornece uma corrente para o Conversor que produz uma vibração de alta frequência através do booster e chifre. A buzina aplica esta onda ultrassônica para as partes que estão sendo soldadas. Uma das partes normalmente tem um diretor de energia na interface. Um diretor de energia é um pequeno cume moldado com uma altura pouco abaixo de 1 milímetro e lados a 60-90 graus. Devido às vibrações e atrito, o diretor de energia vai derreter e criar uma ligação molecular com a superfície da outra parte. O tempo de solda geralmente leva menos de um segundo, após o qual a solda é rapidamente resfriada devido à temperatura de fusão permanecendo localizada na interface das partes. Também não há tempo de cura. Em seguida, o atuador é completamente retraído e as peças podem ser removidas à mão ou automação.
melhores práticas de Design.ao avaliar a solda ultrassônica como um método de fabricação, é importante ter em mente que alguns plásticos soldam melhor do que outros.devido à sua química e à sua natureza fina, as películas termoplásticas e os tecidos soldam-se facilmente com métodos ultrassónicos.
* termoplásticos amorfo (tais como ABS) também são candidatos ideais.
• termoplásticos semi-cristalinos (como o nylon) são mais difíceis, mas podem ser feitos.os elastómeros termoplásticos, por outro lado, são candidatos muito fracos à soldadura ultrassónica e não são geralmente recomendados.diferentes materiais têm diferentes gamas de amplitude necessárias para uma soldadura eficiente. A maioria dos fornecedores de soldadores ultrassônicos podem fornecer configurações de referência para diferentes materiais. A soldadura de dois plásticos diferentes pode ser conseguida se as suas configurações não forem muito diferentes.o tamanho das partes também é um fator importante. A solda ultrassónica é excelente com peças pequenas. Quão grande é demasiado grande? Bem, aqui estão algumas regras de polegar:
* Quanto mais difícil o material, menor é o tamanho máximo pode ser. Nylon (difícil) pode ser apenas cerca de 3,5″, enquanto ABS (fácil) pode ser cerca de 10″.
• as frequências mais baixas (15 kHz) requerem ferramentas maiores (10″). Frequências mais altas (40 kHz) requerem ferramentas menores (2.5″)
A geometria da parte afeta a capacidade de produzir soldaduras limpas. A solda ultrassônica funciona bem com peças finas, paredes longas e sem suporte, e soldaduras internas. Geometrias complexas e contornos profundos não são adequados para soldar por ultrassom.ao projetar a interface entre as partes, é importante adicionar um diretor de energia. Um diretor de energia trabalha para concentrar a energia do chifre para iniciar um derretimento rápido. É tipicamente um perfil triangular localizado no centro da parede, correndo o comprimento da parede. Recomenda-se a colocação do director de energia na parte que toca a buzina. Um bom ponto de partida é um ângulo de 60-90 graus com uma altura igual a 1/8 da espessura da parede. Uma regra de ouro para a força necessária do actuador é 1 lbf para cada milímetro linear de director de energia. O design das peças deve incluir características que ajudam a alinhá-las. Estas sugestões são apenas um ponto de partida e devem ser avaliadas com um engenheiro de aplicações. Um conjunto de dados empíricos experimentado e verdadeiro, juntamente com procedimentos de soldadura estabelecidos, são chaves para um projeto bem sucedido.
Vantagens
soldadura ultra-Sônica oferece muitas vantagens sobre os métodos alternativos:
• soldaduras de alta resistência
• sem consumíveis—sem fixadores ou adesivos
• tempo de cura ou de secagem rápidos. Solda em menos de um segundo.
• Easily automated
• Clean and precise
• No ventilation needed
• Can vibrate contaminates out of packaging seals
• Provides tamper-proof hermetic seals
• Low power consumption—works in short bursts
• Great for volatile or heat sensitive products
• Uses standard electrical power (115V @ 60Hz)
• Tecnologia estabelecida, com muitas opções em equipamentos
• Relativamente baixa de capital equipamento de custos
Limitações e Desvantagens.Aqui estão algumas limitações para estar ciente ao avaliar a solda ultrassônica: