¿Qué es la Soldadura Ultrasónica y es adecuado para Mí?
Al investigar formas de unir piezas de plástico, es casi seguro que se conformará con un proceso que cae en una de estas categorías: mecánico, adhesivo o soldadura. Los procesos mecánicos, como el ajuste a presión, los tornillos o los remaches, son excelentes si el producto necesita desmontarse durante su vida útil o si el producto se ejecutará en un volumen bajo. Los adhesivos como el pegamento forman una unión más permanente y sobresalen en la adhesión de dos materiales diferentes. Los procesos de soldadura de plástico son de naturaleza permanente, no tienen consumibles y utilizan una combinación de calor y presión para fusionar las piezas. Un método de soldadura en particular no debe pasarse por alto al evaluar los métodos de fabricación: la soldadura ultrasónica.
¿Qué es la soldadura ultrasónica?
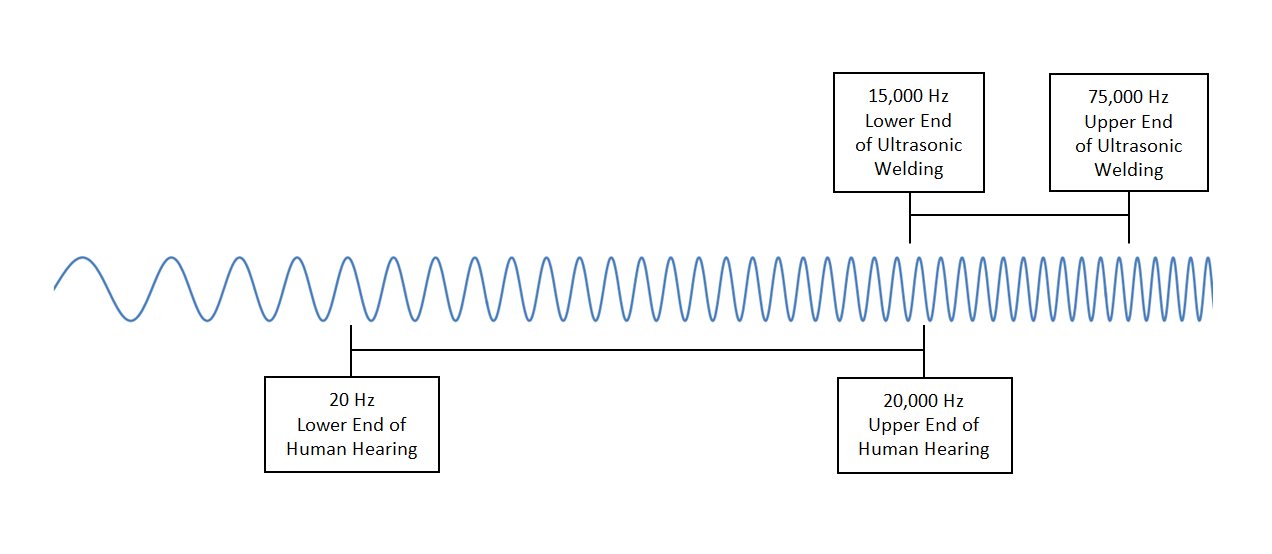
En términos simples, la soldadura ultrasónica utiliza vibraciones de alta frecuencia para calentar y unir dos partes que se tocan bajo presión. Estas vibraciones de alta frecuencia exceden el límite de audición humana en la mayoría de los casos. El rango de audición humana es de 20 Hz a 20 kHz, mientras que las frecuencias ultrasónicas utilizadas en estos soldadores suelen oscilar entre 15 kHz y 75 kHz. La técnica fue patentada en los años 60 y se utilizó por primera vez en la industria del juguete. Desde entonces, la tecnología continúa avanzando y se utiliza en industrias como la médica, la electrónica, el embalaje y la automotriz. La soldadura ultrasónica se puede utilizar para plásticos y metales, pero este artículo se centrará principalmente en la soldadura de plástico. Para comprender mejor la soldadura ultrasónica, examinemos los componentes de un soldador.
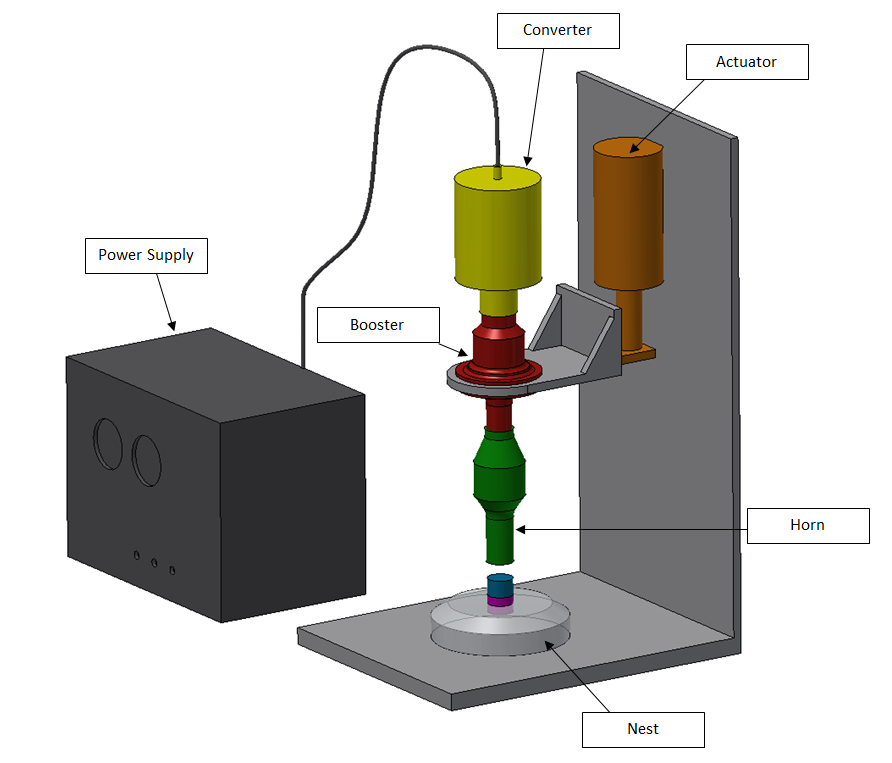
fuente de Alimentación. Cada soldador ultrasónico comienza con una fuente de alimentación. La fuente de alimentación a veces se conoce como el generador de frecuencia porque toma energía eléctrica estándar (generalmente 115V) a 60 Hz y la convierte a la frecuencia de funcionamiento de aproximadamente 20 kHz o 20,000 ciclos por segundo. Otras frecuencias de salida comúnmente disponibles van de 15 a 70 kHz. Esta corriente de alta frecuencia se envía a través de un cable especial a la pila ultrasónica.Pila ultrasónica. La pila no es una cosa, sino la combinación de tres componentes principales:  el convertidor, el amplificador y la bocina de soldadura. En una soldadora de plástico, la pila ultrasónica está alineada verticalmente y se encuentra por encima de las piezas que se sueldan en una columna soportada.
el convertidor, el amplificador y la bocina de soldadura. En una soldadora de plástico, la pila ultrasónica está alineada verticalmente y se encuentra por encima de las piezas que se sueldan en una columna soportada.
Conversor. El convertidor es un transductor piezoeléctrico que recibe corriente de alta frecuencia de la fuente de alimentación y emite vibraciones mecánicas a la misma frecuencia. El convertidor funciona por medio del efecto piezoeléctrico—think relojes de cuarzo. En resumen, el efecto piezoeléctrico ocurre cuando se produce una deformación mecánica (cambio de forma debido a la presión) a un material candidato que a su vez generará una carga eléctrica. El efecto piezoeléctrico funciona a la inversa también. Si se aplica un campo eléctrico al material, cambiará de forma. Los transductores piezoeléctricos que se encuentran en los convertidores ultrasónicos se componen de muchos discos cerámicos piezoeléctricos, cubiertos a ambos lados por placas de metal. Todos estos se almacenan bajo presión en un cilindro de titanio. La fuente de alimentación envía corriente de alta frecuencia a este dispositivo, generando campos eléctricos que cambian rápidamente. Estos campos eléctricos que cambian rápidamente causan un cambio rápido en la forma del material piezoeléctrico, lo que resulta en vibraciones de alta frecuencia. El cilindro de titanio ayuda a transmitir esta vibración al amplificador.
Refuerzo. El amplificador es un componente reactivo del convertidor y ayuda a amplificar o atenuar la vibración. Las vibraciones provenientes del convertidor tienen una amplitud aproximada (de cero a pico) de 8 micrómetros (el diámetro de un glóbulo rojo). Esta amplitud a menudo debe cambiar para transmitir con éxito la energía requerida a la junta soldada. El amplificador aumenta o disminuye la amplitud de la vibración en una proporción específica. Esta relación está determinada por la geometría y la distribución de masa del amplificador, cada uno de los cuales está diseñado con precisión para lograr esta relación. Por ejemplo, los amplificadores con más masa cerca de la bocina disminuyen la amplitud de salida. Las relaciones de refuerzo típicas son 1: 0.6 (disminuye la amplitud) y 1: 2.0 (doble amplitud) y generalmente están hechas de titanio o aluminio. La relación también se puede expresar como una «ganancia», donde la ganancia es igual a la amplitud de salida dividida por la amplitud de entrada. El amplificador no es el único componente de la pila que puede cambiar la amplitud de las ondas acústicas.
Cuerno o sonotrodo. El cuerno a veces se conoce más comúnmente como un sonotrodo fuera de los Estados Unidos. La bocina recibe vibraciones del amplificador y amplifica o atenúa aún más la amplitud de las ondas acústicas. El cuerno también es responsable de aplicar estas vibraciones a las piezas que se sueldan por contacto directo. En una soldadora de plástico, la bocina y el amplificador vibran axialmente a la frecuencia de funcionamiento establecida por la fuente de alimentación. La bocina hace contacto con la pieza de plástico superior y aplica estas vibraciones perpendiculares a la superficie de la pieza. Por el contrario, los cuernos de soldador de metal se colocan horizontales y las vibraciones se aplican paralelas a la superficie de las piezas. La bocina está diseñada de forma única para vibrar con sus extremos moviéndose en direcciones opuestas en todo momento mientras el centro de la bocina permanece en su lugar. Al multiplicar la amplitud de salida del convertidor por la ganancia del amplificador y por la ganancia de la bocina, puede encontrar la amplitud de salida efectiva de la pila aplicada a la pieza. El titanio es el material de elección para la construcción de bocinas debido a sus propiedades mecánicas, como su alta resistencia a la fatiga y dureza, pero también existen bocinas económicas de aluminio y acero para la aplicación correcta. Hay multitud de formas de cuerno que cada una tiene su propia aplicación única, y se pueden hacer cuernos personalizados para aplicaciones especiales. Un cuerno circular, por ejemplo, es útil cuando las piezas se van a soldar en su circunferencia. Antes de que una bocina pueda aplicar la vibración a la pieza de trabajo, primero debe bajarse en su lugar.
Actuador. El actuador es responsable de bajar la pila sobre las piezas a soldar. También debe aplicar una fuerza consistente con la aplicación deseada. Los actuadores de soldadura ultrasónica son típicamente neumáticos o eléctricos y proporcionan una fuerza de soldadura en el rango de 50-750 libras. Los actuadores utilizados en soldadores ultrasónicos de metal pueden accionarse por sistema hidráulico y ver más fuerza. La fuerza exacta se determinará en función del diseño de las piezas soldadas.
Nido o Yunque. Por lo general, hay dos partes que se sueldan entre sí: una mitad superior y una mitad inferior. La mitad inferior se encuentra en un accesorio conocido como nido. El nido dirigirá las vibraciones a la interfaz entre las dos partes. Cuando el accesorio que sostiene la parte inferior es más plano, puede denominarse yunque. Al soldar costuras largas, algunas máquinas tienen un yunque móvil que mueve la pieza mientras mantiene el soldador en su lugar.
El Proceso de Soldadura Ultrasónica.Ahora que conoce los componentes principales de una soldadora ultrasónica, es hora de comprender cómo funciona un ciclo de soldadura típico: El primer paso es cargar las piezas en el nido a mano o por automatización: la automatización se utiliza en tiradas de gran volumen. A continuación, los controles del soldador se ejecutarán en uno de cuatro modos:
Soldadura por tiempo. Soldadura por tiempo ejecutará la secuencia de soldadura durante un período de tiempo determinado. Durante años, esta ha sido una forma estándar de soldar. La desventaja de este proceso es que es un sistema de bucle abierto (sin retroalimentación). Con el advenimiento de estrictos requisitos de calidad en industrias como la médica, el método de soldadura por tiempo no siempre puede producir el nivel de consistencia requerido. Si una parte varía ligeramente de la siguiente, no hay comentarios para explicar las diferencias. Esto da lugar a variaciones en la calidad de la soldadura y en las características generales de la pieza. Con nuevos sensores y controles avanzados cada vez más accesibles, se han desarrollado mejores modos de soldadura.
Energía total. Una teoría para una soldadura exitosa es que para una pieza dada, se necesita una cierta cantidad de energía aplicada a la interfaz de las piezas para producir una soldadura satisfactoria. El modo de energía total funciona midiendo la potencia consumida por el soldador y ajustando la duración del proceso de soldadura  para lograr una entrada de energía deseada (potencia x tiempo = energía). Este método, aunque bueno en teoría, es difícil de predecir la energía real aplicada a la soldadura debido a pérdidas en la máquina (por ejemplo, pérdida de energía en el accesorio).
para lograr una entrada de energía deseada (potencia x tiempo = energía). Este método, aunque bueno en teoría, es difícil de predecir la energía real aplicada a la soldadura debido a pérdidas en la máquina (por ejemplo, pérdida de energía en el accesorio).
Distancia de colapso (Relativa). Usando un codificador lineal, el control puede medir la distancia que la bocina sumerge la parte superior en la parte inferior durante una soldadura. La medición comienza cuando la bocina hace contacto inicial con la parte superior (cuando el actuador baja) y termina después de alcanzar una distancia preestablecida. Esta distancia preestablecida es una distancia de colapso, la cantidad en la que se derrite la interfaz entre las dos partes. Este método es el método preferido en muchas situaciones porque puede controlar con precisión la profundidad de soldadura.
Distancia Absoluta. Cuando las dimensiones generales de la pieza soldada son críticas, el método preferido es la «distancia absoluta». Usando un codificador lineal, el soldador continuará el ciclo de soldadura hasta que se alcance una dimensión total de la pieza específica (típicamente altura total). Los métodos de energía total, distancia de colapso y distancia absoluta incorporan bucles de retroalimentación que los convierten en sistemas de bucle cerrado.
Después de elegir el modo de control, el actuador deprime la pila. El cuerno finalmente hace contacto con la parte superior y se aplica una carga. Mientras tanto, la fuente de alimentación proporciona una corriente al convertidor que emite una vibración de alta frecuencia a través del amplificador y la bocina. El cuerno aplica esta onda ultrasónica a las piezas que se sueldan. Una de las partes normalmente tiene un director de energía en la interfaz. Un director de energía es una pequeña cresta moldeada con una altura de poco menos de 1 milímetro y lados a 60-90 grados. Debido a las vibraciones y la fricción, el director de energía se fundirá y creará un enlace molecular con la superficie de la otra parte. El tiempo de soldadura generalmente toma menos de un segundo, después del cual la soldadura se enfría rápidamente debido a que las temperaturas de fusión permanecen localizadas en la interfaz de las piezas. Tampoco hay tiempo de curación. Posteriormente, el actuador se retrae completamente y las piezas se pueden retirar a mano o por automatización.
Mejores Prácticas de Diseño.
Al evaluar la soldadura ultrasónica como método de fabricación, es importante tener en cuenta que algunos plásticos sueldan mejor que otros.
• Debido a su química y naturaleza delgada, las películas y telas termoplásticas se sueldan fácilmente con métodos ultrasónicos.
• Los termoplásticos amorfos (como el ABS) también son candidatos ideales.
* Los termoplásticos semicristalinos (como el nylon) son más difíciles, pero se pueden hacer.
• Los elastómeros termoplásticos, por otro lado, son candidatos muy pobres para la soldadura ultrasónica y generalmente no se recomiendan.Diferentes materiales tienen diferentes rangos de amplitud necesarios para una soldadura eficiente. La mayoría de los proveedores de soldadores ultrasónicos pueden suministrar configuraciones de referencia para diferentes materiales. Se pueden soldar dos plásticos diferentes si sus ajustes no son demasiado diferentes.El tamaño de las piezas también es un factor importante. La soldadura ultrasónica sobresale con piezas pequeñas. ¿Qué tan grande es demasiado grande? Bueno, aquí hay algunas reglas generales:
• Cuanto más difícil sea el material, más pequeño puede ser su tamaño máximo. El nylon (difícil) solo puede ser de aproximadamente 3.5″, mientras que el ABS (fácil) puede ser de aproximadamente 10″.
• Las frecuencias más bajas (15 kHz) requieren herramientas más grandes (10″). Las frecuencias más altas (40 kHz) requieren herramientas más pequeñas (2,5″)
La geometría de la pieza afecta la capacidad de producir soldaduras limpias. La soldadura ultrasónica funciona bien con piezas de paredes delgadas, paredes largas sin soporte y soldaduras internas. Las geometrías complejas y los contornos profundos no son adecuados para la soldadura ultrasónica.
Al diseñar la interfaz entre las piezas, es importante agregar un director de energía. Un director de energía trabaja para concentrar la energía de la bocina para iniciar una fusión rápida. Por lo general, es un perfil triangular ubicado en el centro de la pared, que recorre la longitud de la pared. Se recomienda colocar el director de energía en la parte que toca la bocina. Un buen punto de partida es un ángulo de 60-90 grados con una altura igual a 1/8 del grosor de la pared. Una regla general para la fuerza del actuador requerida es 1 lbf por cada milímetro lineal de director de energía. El diseño de las piezas debe incluir características que ayuden a alinearlas. Estas sugerencias son simplemente un punto de partida y deben evaluarse con un ingeniero de aplicaciones. Un conjunto probado de datos empíricos junto con procedimientos de soldadura establecidos son claves para un proyecto exitoso.
Ventajas
soldadura por Ultrasonidos ofrece muchas ventajas sobre los métodos alternativos:
• Soldaduras de alta resistencia
• Sin consumibles, sin sujetadores ni adhesivos
• Rápido, sin tiempo de curado ni secado. Soldaduras en menos de un segundo.
• Easily automated
• Clean and precise
• No ventilation needed
• Can vibrate contaminates out of packaging seals
• Provides tamper-proof hermetic seals
• Low power consumption—works in short bursts
• Great for volatile or heat sensitive products
• Uses standard electrical power (115V @ 60Hz)
• Tecnología establecida con muchas opciones de equipo
• Costos de equipo de capital relativamente bajos
Limitaciones e inconvenientes.Estas son algunas limitaciones que debe tener en cuenta al evaluar la soldadura ultrasónica: